|
【编者按】激光跟踪仪被誉为移动式三坐标测量机,它是基于球坐标系的便携式坐标测量系统,具有测量精度高、实时快速、动态测量、便于移动等优点。
复合材料因其具有较高的比强度、比刚度、良好抗疲劳性、可设计性等优异特性,在航空航天领域得到了广泛的应用。随着飞机数字化制造技术的进步及复合材料制造工艺的发展,数字化设计、数字化制造等技术正逐步成为复合材料制造的核心技术。与复合材料数字化制造技术相结合,复合材料零件的数字化检测成为控制复合材料零件质量的关键环节之一[1-4]。 传统的复合材料零件检测方法是制作检验样板,检测精度低、效率低、成本高。随着数字化测量技术的发展,便携式坐标测量系统,特别是激光跟踪仪的出现,为复合材料零件的数字化检测提供了必要技术手段。 激光跟踪仪测量系统组成及测量原理 激光跟踪仪被誉为移动式三坐标测量机,它是基于球坐标系的便携式坐标测量系统,具有测量精度高、实时快速、动态测量、便于移动等优点。 激光跟踪仪可以测量目标点距离和水平、垂直方向偏转角。其基本原理是在目标位置上安置一个反射器,激光跟踪头发出的激光射到反射器上并返射回到跟踪头,当目标移动时,跟踪头调整光束方向来对准目标。同时,返回光束为检测系统所接收,用来测算目标的空间位置。总之,激光跟踪仪是通过测量一个在目标点上放置的反射器的位置,进而确定目标点的空间坐标。 激光跟踪仪能直接测量出空间点的三维坐标,这些三维坐标是在激光跟踪仪的仪器坐标系下得到的。该坐标系定义为:以跟踪头中心为原点,以度盘上的0读数方向为X 轴,以度盘平面的法线向上方向为Z 轴,以右手坐标系规则确定Y 轴,如此建立起仪器坐标系,如图1所示。 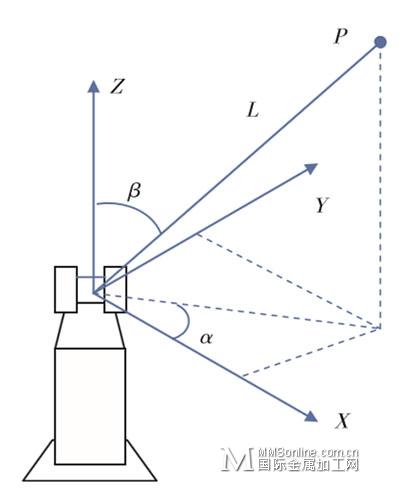
图1 激光跟踪仪测量原理图 当反射器离开基准位置(基准位置距仪器中心的距离已知),并在空间移动时,激光跟踪仪会自动跟踪反射器,同时记录干涉测距值D 及垂直度盘和水平度盘上的角度值α、β ,用这3个观测值,依据公式(1) 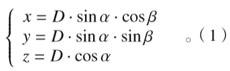
就可得到点的空间三维直角坐标(x、y、z )[2-3]。 复合材料零件的检测 某型号飞机复合材料加强肋,使用传统模拟量技术制造。现在随着数字化制造的需求,需要使用激光跟踪仪检测此零件与理论位置的偏差。 本文采用的激光跟踪仪测量系统是Leica AT901-LR,测量半径80m,空间长度测量不确定度15μm+6μm/m;T-probe测量半径15m,空间长度测量不确定度7μm/m。 复合材料零件的测量过程包括:测量数模的建立、测量坐标系的建立、测量和结果分析3个步骤。 1 测量数模的建立 由于此复合材料零件使用传统模拟量技术制造,没有零件的数模,所以第一步必须建立零件的测量数模才能进行数字化测量。 大型复合材料零件的制造过程,不同于传统的金属材料零件制造过程。由于复合材料自身的特点,在后期无法进行大量的高精度的加工。所以复合材料零件成型特点是一体化成型,后期精密加工量较少,其精度基本上完全要依靠成型模具的精度来保证。而本文中的复合材料零件的成型模具的精度已经通过检验样板的检验,因此可以把成型模具作为复材零件的检测依据。利用激光跟踪仪测量复合材料成型模具,使用测量结果建立测量数模。 测量数模建立的过程为:首先使用激光跟踪仪在模具上测量点;然后通过大量的测量点形成测量点云;最后由大量的测量点云通过拟合计算生成型面。此型面由于与零件外形型面相贴合,所以可以作为零件的测量数模。 2 测量坐标系的建立 测量数模必需与测量的复合材料零件处在同一个坐标系内才可以进行测量,所以必须建立测量坐标系。建立的方法是在建立测量数模时,在成型模具周边设立固定的测量点,使用激光跟踪仪对这些测量点进行测量,并记录空间坐标测量值。此测量点就可以作为测量坐标系的基准点,任何对零件的测量都以这些测量点为原始基准。 3 零件的测量 将复合材料零件在模具上固定好位置后,拆除模具。然后使用激光跟踪仪测量基准点,通过测量基准点将零件与测量数模处于同一个坐标系内。坐标系统一后,开始对零件进行检测。使用反射器直接测量零件型面,测量软件自动将实测数据与测量数模理论数据进行比较,既可以测量出零件的几何位置,还可以综合评价整体位置在当前坐标系的状态。 4 结果分析 测量结果的影响因素主要包括:仪器精度、振动、零件摆放位置等几个方面。仪器精度是固定因素,由于复材零件的精度要求为±1mm,远大于激光跟踪仪的精度,因此仪器精度的影响几乎可以忽略不计。振动可以通过选择激光跟踪仪的站位控制。零件摆放位置成为影响测量结果的主要因素。由于在测量过程中,复材零件的位置是由成型模具来确定的,而在安装过程中,零件不可能与模具完全贴合,所以零件摆放位置必然产生很大的误差,解决的方法是以零件自身为基准,对测量结果进行数值拟合法的优化处理,这样可以减少由于摆放位置对测量结果造成的影响。表1为拟合优化前后的测量结果。从表1中可以看出,优化前的测量结果与理论值偏差较大,但这些数值并不能表现出零件真实的情况,通过拟合优化后,测量结果的偏差大幅减低,消除了由于摆放位置产生的误差。而优化后的结果才能反映出零件真实的情况。 表1 拟合优化前后的测量结果 
结束语 数字化设计与制造技术是复合材料成型模具设计制造技术发展的必然趋势,快速数字化检测,不仅解决了传统模拟量传递的弊端,还为复合材料制造提供了有效的质量监控手段。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )





 发表于 2015-3-20 18:42:42
发表于 2015-3-20 18:42:42


{kind=link}