|
CW6163车床是一种工艺范围很广的卧式车床,该车床在床身上的最大加工直径为630mm,它既可以车削内外圆柱面、圆锥面等回转表面,也可以车削端面和各种螺纹,还可进行钻孔、扩孔等工作。现根据加工需要,某厂以CW6163车床为基础,通过改造设计使其在床身上的最大加工直径达到了830mm,并且保留了原有功能。由于机床改造费用低,且能满足加工需求,所以节约了设备投资,取得了较好的经济效益。其改造过程介绍如下。 1 车床改造前后的主要技术参数 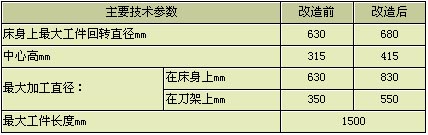
2 改造设计思路 以CW6163车床为基础,为了使车床在床身上的最大加工直径达到830mm: 车床中心高应首先达到415mm,即在CW6163车床中心高315mm 的基础上,主轴中心高应增加100mm。 刀架部件的高度也应相应提高,以保证刀具在刀架上的对刀高度与中心高一致;同时,刀架部件在横向进给方向上的行程也应满足最大加工直径的需要。 尾座部分、挂轮部分,由于中心高的变化也应进行相应的改造设计。 改造其它相关部分。 3 改造设计的实施 1.增加主轴中心高 对主轴中心高的增加,采用在主轴箱与床身结合面中间增加垫块的方法。垫块可分为两块,其高度均为100mm,宽度和长度分别与床身结合面相适应。为了保证两垫块的高度一致,加工时应使两垫块一次加工,而且,应注意上下两平面的平行度要求。垫块与主轴箱以及垫块与床身的固定联结均按原CW6163车床主轴箱与床身的方式进行,两处配合均采用刮研配合的方法。 2.刀架部件的改造 刀架部件在中心高方向,采用对转盘加高的方法,即设计加工新的转盘,使其高度增加100mm,而其余零件的高度均保持不变。这样既保证了刀架所需的增加高度,又没有增加刀架部件的零件数量。转盘与小刀架及转盘与横向刀架的配合联接方式同原方式相同,上面与小刀架底部燕尾导轨配研,下部与横向刀架配研。 在横向进给方向,为保证刀架有足够的行程,需要对刀架尺寸进行计算,通过计算确定相关零件的改造尺寸。本改造通过计算,重新确定了刀架部分的床鞍尺寸,以及相关件丝杠、发兰盘的尺寸,并对它们的结构进行了改造设计,从而加大了刀架的横向行程,保证了机床最大加工直径的实现。 3.增加尾座中心高 尾座中心高是指尾座顶尖中心到床身矩形导轨的距离,它应以主轴中心高相一致。所以,改造时尾座顶尖中心线也必须加高100mm。为了减少因增加垫铁影响精度,给今后的维修带来的困难,本改造采用了用增加尾座底盘的高度来实现加高的方法,即重新加工一个新底盘,使底盘高度在原来的基础上增加100mm,下部肋板的布置也进行了修改。底盘与尾座体、底盘与床身的联接配合方式均保持原方式不变,且各接触面刮研至精度要求。 4.挂轮部分的改造 床头箱抬高100mm 后,会引起挂轮部分变速齿轮中心距的改变,整个挂轮部件必须重新设计制作,以满足中心距改变的要求:①由于垂直方向增高100mm,原有5个变速齿轮中有4个齿轮z1=42,z2=42,z3=57,z4=33均不能继续使用。为使原有齿轮传动比不变,保持车床原有功能,决定采用改变齿轮齿数的方法来满足中心距的改变。经计算后确定,改变后的齿轮齿数分别为:z1=42,z2=84,z3=92,z4=42。②齿轮中心距改变后,挂轮架也按新的条件进行了重新设计制作。 5.其它部分的改造 由于机床中心高的改变,电机及其固定装置部分也需作相应调整。其中,, 形带需要更换,皮带罩需要相应加高。其他部分零部件,如床头箱紧定螺栓、尾座螺栓及液压部分油管也应相应加长。 改造后的机床,经过实际使用,效果良好。它不仅增大了床身上的最大工件加工直径,而且也使刀架上的最大工件加工直径得到提高。它既可以加工较大直径的盘类零件,也可以加工较大直径的轴类零件。

|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2017-1-19 09:28:32
发表于 2017-1-19 09:28:32


{kind=link}