|
蜂窝结构,顾名思义即其形状结构为自然界蜜蜂所筑的蜂窝状,而众所周知的是,自然界所有蜂巢均是六边形的,其结构如图1 所示。早在公元4 世纪的古希腊,数学家佩波斯就提出“蜂窝猜想”,即截面呈六边形的蜂窝是蜜蜂采用最少量的蜂蜡建成的。而后诸多事实和理论都证明“蜂窝猜想”的正确性:蜜蜂所建造的蜂巢采用最少的蜂蜡,占有最大的空间面积,且其结构稳定性最佳。 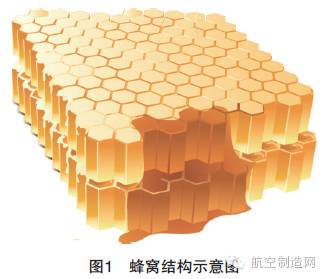 人们经过长期研究和分析自然界蜂窝结构的特点发现,与同种材料的其他结构相比,蜂窝结构具有极佳的空间几何结构以及优良的力学特性,此外还有密度小、质量轻、比刚度高、比强度高、抗压、隔热散热性能好以及耐冲击等优异性能。正因为蜂窝结构所具有的种种优异性能,使其可以用来研发新材料、新产品,改善现有材料的应用性能,解决许多结构设计上存在的难题等,因此,蜂窝结构在航空航天、雷达卫星、火箭导弹、汽车船舶及轨道交通等各个领域得到了广泛应用。 然而,由于蜂窝结构的特殊性,加之随着各个领域对蜂窝结构件要求的提高(如复杂结构蜂窝、复杂型面蜂窝等),蜂窝结构的加工工艺成为一大难题,因此探索蜂窝结构的先进加工工艺成为研究重点。加工工艺的研究主要考虑的因素有蜂窝材料、固持方式以及加工方法3 类,下面就此3 类对蜂窝结构的加工工艺现状进行分析。 蜂窝材料 一般来说,蜂窝按照其组成材料可以分为金属蜂窝、纸基蜂窝、聚合物蜂窝、木质蜂窝以及陶瓷蜂窝5 大类。在航空航天领域的应用尤以金属蜂窝和纸基蜂窝为主。 1 金属蜂窝 所谓金属蜂窝就是由金属材料制成的蜂窝状结构材料,一般来说可以用任何满足机械加工要求的金属材料制备蜂窝。目前在航空航天领域内应用最多的是铝基蜂窝和钛合金蜂窝。因为铝和钛及其合金均具有密度小、比强度高、比刚度高、耐腐蚀等特点,由其制成的蜂窝材料既具有了材料本身所具有的优良性能,又拥有了蜂窝材料所具有的优异的结构及力学性能。因此,金属蜂窝的应用范围几乎涵盖了各个工业部门,尤其在追求高速、轻质、隔离(声、光、热等)等行业。 2 纸基蜂窝 最典型且应用最广泛的纸基蜂窝为芳纶蜂窝,即NOMEX 蜂窝。该蜂窝是美国杜邦公司于1972 年研发,在经过改变芳纶分子结构以及改善制作工艺之后,于1992 年前后研发出力学性能更佳的KOREX 蜂窝。NOMEX 蜂窝有着许多优异的性能,除了蜂窝结构共有的密度小、抗冲击、耐压等特点外,还有许多其他特性(如: 9 倍于钢的比强度、比刚度;突出的抗疲劳性和储能性;优异的隔绝性能,对于声、光、热以及电等具有很好的隔绝作用;良好的自熄性,一般比高聚物难燃,且点燃后一离开明火就会自熄;此外,还有化学性能稳定、良好的电磁波穿透性等)。正因为NOMEX 蜂窝有着如上的优异性能,故其一面世就在各领域得到了重要应用(如应用于飞机的襟翼、前后缘、尾翼和方向舵,卫星整流罩,战斗机雷达罩和雷达天线,飞机、舰船以及轨道交通等的内壁板、地板和行李架等)。表1 所示为各类蜂窝结构性能比较。 
3 其他材料蜂窝 除了在航空航天领域内大量应用的金属蜂窝以及纸基蜂窝之外,还有在其他领域内广泛应用的其他类型蜂窝。比如在包装、快递服务等行业广泛使用的聚合物蜂窝,在家具、装饰等行业应用的各种类型的木质蜂窝以及在建筑、能源等行业不断开发出的各类陶瓷蜂窝等,都对各个行业有着重大影响,发挥着巨大作用。 固持方式 1 端面固定法 该固持方法是将蜂窝结构从垂直于蜂窝孔的某一个端面进行固定,常用的固定方式有双面胶带粘接法和真空吸附法。 (1)双面胶带粘接法。该种方法是利用双面胶带将蜂窝结构粘接到加工平台上实现固定的,其原理如图2 所示。  该方法原理和操作较为简单,和生活中利用双面胶带粘接物体基本相同,因此许多飞机制造企业利用此方法进行蜂窝材料的加工。然而此方法也具有几大缺点:首先,双面胶带在粘接蜂窝结构一侧和蜂窝孔边沿是线接触,并且有些地方可能无法完全粘接,因此对蜂窝结构产生的固持力较小,进而导致在加工的过程中出现蜂窝变形、移位,甚至被拉起等现象,造成零件的报废;其次,一旦蜂窝结构被粘接在加工平台上,就很难再对其进行位置调整,因此在加工过程中蜂窝结构可能会出现褶皱,导致加工精度无法保证;最后,在加工完毕之后,要用有机溶剂对粘接在蜂窝结构的双面胶进行清理,无疑会增加劳动量,延长生产周期,并且无法批量化生产。 (2)真空吸附法。该方法又称隔膜法,其原理是将蜂窝结构用粘接剂粘接到由塑料胶片或者玻璃纤维增强塑料制成的隔膜上,然后通过真空吸附的方法将隔膜固定到加工平台上,其原理如图3 所示。 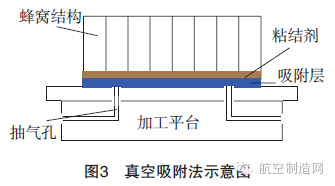 这种方法与双面胶带粘接法相似,但是相对来说该方法固持力较大,可以进行蜂窝结构的大力切削。然而其缺点也是显而易见的。首先,该方法依然是与蜂窝的线接触,容易出现与双面胶带粘接法类似的结果;其次,用隔膜固定的工作繁琐,抽真空耗时,生产效率较低。因此,该方法对于某些特殊零部件的加工具有一定的效果,但不利于批量生产。 2 悬臂式固定法 悬臂式固定法是介于端面固定和完全固定之间的一种固定方法。其基本原理是将蜂窝结构沿着蜂窝孔的方向固定一定高度,达到既能为加工蜂窝结构提供足够的固持力,又能最省时、省料的目的。其中, 最典型的悬臂式固定法是浙江大学柯映林教授课题组发明的基于磁场和摩擦学原理的固持方法,其原理如图4所示。 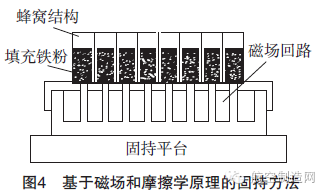
 该固持方法与上述方法相比,具有如下显著的优点:(1)铁粉与蜂窝孔壁面接触,固持力充足,固持牢靠;(2)固持、卸载过程方便,可以完全实现自动控制,有利于工业化生产;(3)固持可实现数字化控制,可以根据所加工蜂窝零件、加工工艺参数的不同,提供不同的磁场控制方式,从而为蜂窝零件提供不同大小的固持力;(4)铁粉对加工环境无害,还可通过回收复用装置收集重复利用,极大地减少材料损耗,降低成本;(5)对蜂窝零件损害小,加工完成之后只需通过振动撤去铁粉,而基本上不需要其他后续清理过程。 然而,此方法也存在着一定的局限性: (1)所需设备复杂,利用该方法完成固持,需要可控的磁性加工平台、自动填料设备、铁粉回收复用设备、数字化控制平台以及各设备配套的电源系统等,因此成本高,对操作人员要求也较高; (2)对蜂窝零件有一定的限制,如果蜂窝零件Z 轴方向尺寸较大,铁粉填充过高,有可能造成蜂窝孔的损坏,铁粉填充过低,则固持力不足; (3)对于磁场的变化无法精确控制,因此,通过磁场实现的固持力大小也无法维持设定要求,所以对加工精度会产生一定的影响。 3 完全固定法 完全固定法,顾名思义即是将整个蜂窝结构当做一个实体进行夹持固定。最常用的方法是填充法,而其中应用最广的是聚乙二醇法。其原理如图6 所示。  该方法的基本原理是:首先,将聚乙二醇加热(70~90℃)熔化,将液态的聚乙二醇填充到整个蜂窝结构中进行冷却凝固;然后,将充满固态聚乙二醇的蜂窝正常夹持固定到加工平台进行机械加工;最后,将加工好的蜂窝零件进行加热,使其中的固态聚乙二醇熔化流出,并且对蜂窝零件进一步进行清理。 由于该方法中熔化的有机溶剂对纸质蜂窝会产生损坏,因此对纸质蜂窝效果不佳,但是对于加工金属蜂窝结构具有显著的优点:(1)填充满固态聚乙二醇的蜂窝完全是一个实心体,夹持灵活度更高;(2)该方法实现了对蜂窝的整个面接触,固持力充分,加工过程中蜂窝不容易变形,保证了加工精度。 然而,该方法也有两个缺点:(1)加工过程中产生的切削热会融化周围的聚乙二醇,导致加工精度下降;(2)后续清理比较繁琐,且在加热填充等过程中可能产生难闻气味,对于工作环境、操作人员有一定的影响。 加工方法 蜂窝材料的特殊结构和力学性能使加工过程变得十分困难。在解决了蜂窝基体材料选择以及固持方法之后,如何选择合适的加工方法显得十分重要。所选择的加工方法要一定程度地减少、甚至消除加工过程中出现的问题,比如蜂窝被拉起,蜂窝结构被破坏,蜂窝出现倒伏、毛刺等问题。 目前,对蜂窝材料的加工工艺研究最多亦最成熟的加工方法是高效数控加工,此外还有线切割、激光切割、高压水枪切割、金刚砂刀具切割以及电火花加工等蜂窝材料加工方法。 1 高效数控加工 加工方式的选择 (1)高速数控加工。对于蜂窝材料来说,高速数控加工能够很好地解决蜂窝加工过程中遇到的困难,并且加工效率、加工质量均得到了提高。高速数控加工方式有铣削加工、磨削加工、车削加工以及组合加工,其中以高速铣削加工最为常用。加工过程一般与普通铣削过程类似,但由于蜂窝的特殊性,在解决了固持的问题之后,还需注意加工参数的选择。 (2)超声波数控加工。超声振动切削加工源于日本宇都宫大学隈部淳一郎教授提出的振动钻削理论。经过国内外学者多年的探索研究,总结发展出的超声辅助加工能够降低切削热、降低表面粗糙度以及提高加工精度,并且已经应用在难加工材料的加工中,效果良好。超声波加工的基本原理是:(a)利用超声波发生器将交流电转换成电振荡信号;(b)通过换能器转变成机械振动;(c)利用变幅杆将振幅放大并传递给加工刀片;(d)刀片在主轴的带动下进行旋转,从而实现切削加工。GFM 公司(奥地利)于1980 年在全球首次将超声技术引入了机械加工领域,并研发出了一整套适用于加工复合材料的加工设备。 加工刀具的选用 不论是高速数控加工还是超声波数控加工,其中最为重要的就是选用何种加工刀具。刀具的好坏将直接关系到能否加工以及加工质量的高低。选用不合理的刀具将造成蜂窝材料在加工过程中压伤、拉起等缺陷,因此加工蜂窝材料不能采用常规的刀具,需要采用适用于蜂窝结构和力学性能的特殊刀具。在经过多年的发展之后,目前已经形成了种类繁多的加工刀具规格,最常见的是碟形无齿铣刀和带粉碎刃的碟形无齿铣刀。此外,还有众多蜂窝铣刀类型,其类型和加工特性如表2所示。 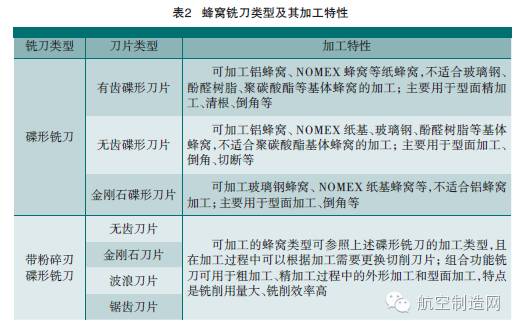 加工参数的选定 在数控加工工艺中,除了选择合适的加工方法及选用合理的刀具之外,如何选定最佳的加工参数对于加工质量也至关重要。在蜂窝零部件加工工艺中,需要考虑的加工参数主要有以下4 个方面: (1)主轴转速。主轴转速n(r/min)在切削加工中是一个重要参数,能够直接反映切削速度vc(m/min),其关系为:vc=πnD /1000(D 为刀具直径)。 而切削速度与切削力有着密切联系,金成柱博士研究了用碟形组合铣刀加工NOMEX 蜂窝时主轴转速与切削力的关系,结果如图7 所示。 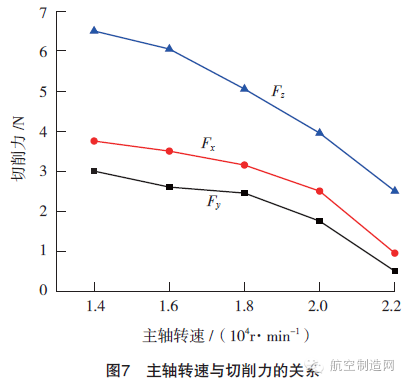
一般来说,主轴转速确定需要考虑3 个因素,即待加工材料、所选刀具以及零件要求精度。比如,利用无齿铣刀加工纸基蜂窝材料时,一般主轴转速在6000~20000r/min,在此范围内,刀具直径越小,转速可以越高。 (2)进给速度、铣削宽度和铣削深度。这3 类切削用量很大程度上决定了切削力的大小,进而对刀具寿命、加工效率、加工成本以及加工质量产生很大的影响。进给速度、铣削宽度和铣削深度对切削力的影响分别如图8(a)~(c)所示。  (3)进退刀和加工路径。对于不同结构的材料要选择合适的进退刀方案以及最佳的加工路径,选择合适的进退刀方式和加工路径可以有效地降低材料损耗,提高加工效率和加工质量。比如在加工蜂窝侧边时采用顺铣会产生明显的毛边,且切断效率不高,而采用逆铣的方式就可以很好地解决这种问题。 (4)工艺留量。由于蜂窝结构的特殊性,在某些细长型的蜂窝零部件固持、加工过程中都会发生不同程度的变形,从而影响其加工精度。以某型机底部蒙皮蜂窝零件0325-74-147 为例,零件长度(垂直于蜂窝方向)为2190mm,宽度为80mm,长度方向工艺留量1mm,零件加工完成后实测零件长度为2163mm。零件0325-74-135,长度为2189.95mm,宽度为80mm,长度方向工艺留量为23mm,零件加工后实测零件长度为2187mm。由此看出,在条件允许的情况下,为保证加工精度,可采用合适的工艺留量。 2 其他蜂窝加工技术 除了上述常用的数控加工方法之外,还有许多可以用来小范围加工蜂窝材料的方法,比如: (1)电火花成形加工。该方法是利用电火花放电加工原理,主要面向传统切削难以实现的难加工、型面复杂的材料,根据其加工特点主要研究精密、窄槽、深腔等零部件的加工。以中航工业沈阳黎明航空发动机(集团)有限责任公司于冰等对航空发动机蜂窝的电火花加工工艺的研究为例,加工时将待加工件安置在机床旋转工作台,然后让旋转电极进入内孔加工区,在控制系统的驱动下电极和工件之间保持恒定的电火花放电间隙,同时彼此以一定的速度反方向旋转,在整个加工过程中放电电极与工件始终处于分离状态,不产生任何切削力,因此非常适合加工金属蜂窝类零件。 (2)高压水切割技术。高压水切割是利用高压水枪(喷嘴直径约0.2mm、工作压力约400MPa、喷射速度约800m/s)将高速液体喷射到待加工材料,利用高速液体所带有的能量进行切割。该种方法具有无粉尘、无刀具磨损、无毛刺、切割断面质量好、加工效率高以及成本低廉等特点,适用于加工铝蜂窝、碳/ 环氧面板以及其他多孔零材料,但不适用于加工会容易受水影响的蜂窝材料。 (3)激光切割技术。利用激光进行切割材料的原理是将高能量密度的激光束照射到被加工材料的待加工位置,按照设定的加工路径进行切割。由于激光切割采用瞬间使材料熔化的方式进行加工,因此所产生的高温会对材料的机械性能、表面质量产生影响,故在蜂窝加工中很少应用。 (4)金刚砂刀具切割技术。由基片和外缘金刚砂层组成的金刚砂刀具是一种加工效率高、切口质量好而且成本低廉的切割刀具。一般应用于蜂窝夹层结构、碳/ 环氧面板等材料的外形加工,而鉴于其结构形状的限制不适用于复杂型面的加工。 结束语 随着当今世界各国不断加大科研投入,研究成果不断涌现,各国在各个领域都进行着激烈竞争,尤其是在关乎经济民生、军工国防等领域。作为世界大国,我国所面临的挑战尤其严重,加之国外对我国刻意的技术封锁,就要求我国科研工作者能够在相关技术领域完全实现自主。而先进结构材料是当今世界航空航天、轨道交通、汽车工业等领域持续发展的重要物质、技术基础。蜂窝作为最常用的结构材料,在军工国防、国民经济发挥着重要作用。因此,研究蜂窝材料的先进加工工艺对于相关领域的持续发展至关重要,今后的发展方向主要集中在蜂窝材料的先进固持方法及工艺、高效数控加工方法及先进加工刀具以及优化数控加工工艺参数等方面。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )





 发表于 2017-5-22 13:55:52
发表于 2017-5-22 13:55:52


{kind=link}