|
2017-3-3 来源:中航工业南方航空工业(集团)有限公司 作者:黄袖清,申小卫,郑学著,陈艳芳
摘要:喷射油道是一种高精度旋转雾化喷嘴,其非连续窄深端槽、窄深槽、3/4圆弧窄端槽为行业内少见结构。通过分析喷射油道特有结构的加工工艺,摸索油孔尺寸与燃油流量的匹配关系,解决了非连续深窄端槽、窄深槽、细微孔电火花成形加工、3/4圆弧窄端槽高效数控加工、高精度喷嘴孔流量调试等关键技术瓶颈,具有一定的指导意义和广阔的应用前景。
关键词:雾化喷嘴;电火花加工;数控加工;流量调试
作为航空发动机燃烧室的重要元件,喷射油道的主要功用是将来自燃道的燃油经6个m0.79±0.Olmm的油孑L喷到甩油盘,然后由转速达52440r/min的甩油盘的油孑L将燃油雾化后喷人燃烧室,在火焰筒内燃烧,为航空发动机提供动力。喷射油道与离心式、直流式喷嘴不仅从结构上有较大差异,而且在加工工艺方面也具有特殊性,国内开展此方面的研究很少。本文在电火花、数控加工等传统制造工艺基础上,通过采用Edgecam数控编程软件开发了加工3/4圆弧窄端槽的专用模块,并结合理想流体流量计算公式,开辟了一条旋转雾化喷嘴制造的新途径。
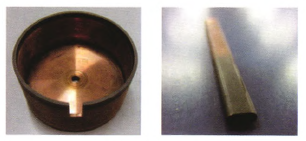
1.非连续深窄端槽、窄深槽、细微孔电火花成形加工技术
喷射油道腰形槽槽宽2.5mm、槽深28.2ram(深宽比为I I.28),非连续深窄端槽槽宽2.7mm、槽深6.6mm,该结构采用机械加工刀具悬伸长,易发弹,磨损快,易折断;6个00.79 4-0.01mm的油孑L在圆柱面上,机加加工钻头易发飘,尺寸精度难以控制。通过采用电火
图1 成形电极
花加工,选择成形电极(见图1)和合适的加工参数(电压N一105V,加工条件108#,脉冲宽度13“s,脉冲间隙07仙s,放电间隙0.19mm,安全间隙0.28mm),不仅加工效率显著提高,制造成本大大降低,而且窄端槽、窄深槽、细微孑L的加工质量也得到了有效地保证。
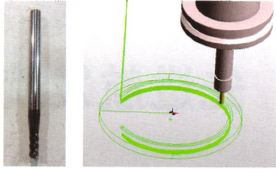
2. 3/4圆弧窄端槽高效数控加工技术
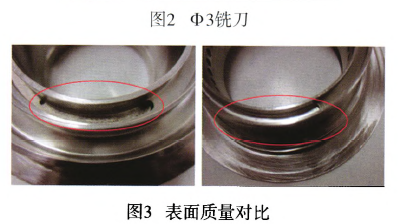
3/4圆弧窄端槽槽宽3mm、槽深2.5mm,通常采用电火花加工,但是加工效率非常低,通过比较UG、Mastercam和Edgecam3种软件在加工3/4圆弧窄端槽的编程应用,确定采用Edgecam七轴编程软件进行轮廓螺旋铣编程,建立轮廓螺旋铣编程模块,优化加工参数,采用VERICUT软件对刀具路径进行模拟仿真,通过数控选刀系统选刀(图2),使用带涂层外购铣刀实现3/4圆弧窄端槽的高效数控加工。解决了采用电火花加工表面呈黑色(图3),表面粗糙度差,加工效率低等关键技术质量问题,加工效率提高了约80%。
若燃油为理想流体,不考虑摩擦,且零件质量满足图样要求,由柏努力方程、动量矩守恒定律、连续方程等,可得通过喷嘴的燃油容积流量为:
3.高精度喷嘴孔流量调试技术
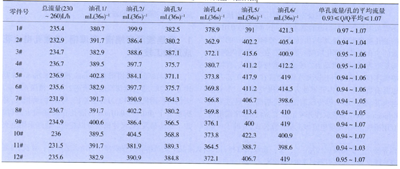
表1 唢嘴孔径修正后流量试验数扔
量会随着喷嘴孔径的增加而变大。为了平衡总流量和单孑L流量,加工喷嘴孔时需不断修正孔径尺寸,使喷射油道组合总流量和单孔流量分布不均匀度合格。对于同一零件的同一喷油孔,在同样的试验技术条件下,其参数μ、g、△P、P的变化可忽略不计,从而推出简易流量计算公式:Q=fA:(厂为常数)。根据起始孔径(2r。)流量试验得出的流量实际值(O。),按公式

可计算出合格流量(Q:)对应的孔径值(2吃),然后根据试验结果对孔径尺寸进行修正,使喷射油道组合总流量控制在(230—260)L/h,单孔流量分布不均匀度控制在0.93—1.07,以解决了给定孔径不能满足给定流量值时,喷油孔返修孔径无法确定的问题。喷射油道原喷嘴孔尺寸为(P0.76(+0.02,0mm),修正后孔径值为中0.79±0.01mm;流量试验合格率由70%提高到100%(具体数据见表1),返修率由100%下降至0,有效保证了发动机使用性能。
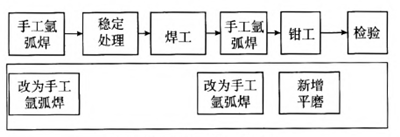
图4 改进前、后工艺路线
4.自动氩弧焊技术
油道与盖板焊后会产生一定变形,需要留有一定的余量进行精加工,而余量过多时易造成焊缝处漏泵(因熔深不够),通过摸索熔深的大小,将焊后加工余量由0.4调整为0.2。为保证焊缝的均匀性,焊接方式由手动焊接改为自动氩弧焊,加工工艺调整见图4,红色线框内为改动工序。
5.多余物防护技术
喷射油道组合油路复杂,通过分析油路结构和特征,对所有机加工序、特种工序、试验工序、检验工序的油路进口和出口采取保护装置,封死油路口,以防铁屑掉进去,加工后装上防护罩装入袋子后入箱。
6.结论
①采用Edgeeam七轴编程软件进行轮廓螺旋铣编程加工3/4圆弧窄端槽,零件尺寸技术条件合格率由0提高到100%,JJu工.效率较项目研究前提高了80%。
②采用成型电极和电火花成型技术,实现了窄深槽成型加工,大大提高了航空发动机制造的自主创新能力。
③采用流量调试与孔径加工同步技术,使流量试验合格率提高了25%~30%,返修率下降了100%,有效地保证了零件加工质量,喷嘴流量调试效率得到显著提高。
本文针对航空发动机燃烧室重要件喷射油道的结构特点及难点,通过合理选择电火花加工参数、采用数控高效加工3/4圆弧窄端槽、确定流量试验与喷油孑L孑L径等自主创新技术原理,保证了非连续深窄端槽、窄深槽、细微孔尺寸精度和表面质量,确定了喷嘴流量与孑L径尺寸的匹配关系,为新涡轴、新涡浆等四代机、五代机研制打下了坚实的基础。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-11-16 14:00:36
发表于 2017-11-16 14:00:36


{kind=link}