|
来源:华南理工大学 作者:屈盛官 潘玉祥 李刚 李小强 杨超
摘 要:采用加温辅助滚压(WAB)工艺对Ti?6Al?4V 合金表面进行了改性处理.通过扫描电子显微镜、BMT.3D 表面形貌测量仪、维氏显微硬度计和VHX?600E 超景深三维显微镜对改性表面进行了表征.然后在SRV Ⅳ微动磨损试验机上考察了未处理样、常温滚压(BU)处理样以及WAB 处理样在干摩擦状态下的摩擦磨损性能.结果表明:WAB 处理可以显著降低Ti?6Al?4V 合金的表面粗糙度,并在合金表面生成一层较厚的硬化层;与BU处理样以及未处理样相比,WAB 处理样的摩擦系数和磨损量最小;未处理样的磨损形式为粘着磨损,同时伴随轻微的塑性变形,BU 处理样和WAB 处理样的磨损形式为磨粒磨损,并伴随轻微疲劳剥落.由此可知,WAB 工艺可以较大幅度地提高Ti?6Al?4V 合金的抗微动磨损性能.
关键词:滚压;钛合金;微动磨损
Ti?6Al?4V 合金具有高强度、低密度、耐腐蚀等优点,在航空航天工业中得到了广泛的应用.但是Ti?6Al?4V 合金存在摩擦系数高、硬度低、不易有效润滑等缺点,使其耐磨性大大降低,这限制了其在工程上的应用[1?2].为了提高Ti?6Al?4V 合金的抗磨损性能,较常见的做法是对其表面进行改性处理,如热化学法改性和机械强化法改性.热化学法包括表面
渗碳、表面涂层、激光融敷以及离子注入等[3?6].这些方法的共同点在于通过改变表面材料的化学成分来提高材料的抗磨损性能,其成本往往较高.机械强化法包括喷丸、滚压等[7?9],其中滚压又可细分为深冷滚压、超声波辅助滚压等[10?11].喷丸虽然可以提高零件的耐磨损性能,但是成本高,加工周期长;滚压则是一种无屑光整加工方法,具有简单、效率高以及能耗低等优点[8].机械强化法的共同点在于通过力作用于工件表面,使工件表面发生塑性变形,从而降低工件表面粗糙度,提高工件表面硬度,并在工件表面产生残余压应力,进而提高材料的耐磨性.此外,加热辅助机械强化也可以得到更好的表面改性层.Harada 等[12]提出了温喷丸表面强化技术,与常温喷丸相比,该方法可以在材料表面产生更高的硬度.Tian 等[13]提出了激光辅助滚压技术,在激光加热的作用下,工件表层材料软化,更易发生塑性变形;这种方法较常规的滚压方法能得到更好的表面粗糙度以及更高的表面显微硬度.然而,温度的精确控制限制了激光辅助滚压技术的应用.为探寻提高Ti?6Al?4V 合金磨损性能的方法,文中提出了加温辅助滚压技术,其不同于激光辅助滚压的浅表面加热,可实现对工件整体进行加热,并具有温度可精确控制、成本低、操作简单以及效率高等优点.
1.实验
1.1 材料
1.2 实验方法
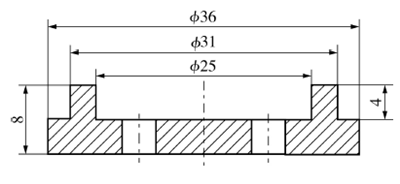
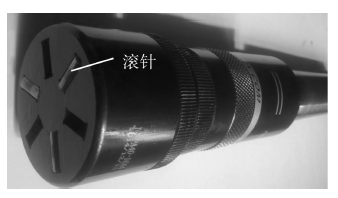
待滚压试样经车削加工而成,具体结构尺寸如图1 所示,环形凸台面为待滚压面.滚压工具见图2,工作部分为刀头上的3 根直径为5 mm、长度为12 mm的硬质合金(YG6)滚针,其硬度高达HRA 91.为了进行对比,在常温下对试样进行了滚压(BU).加温辅助滚压(WAB)则在使用热流道加热圈加热试件到预定温度后进行.
图1 试样结构与尺寸图(单位:mm)
图2 滚压刀具
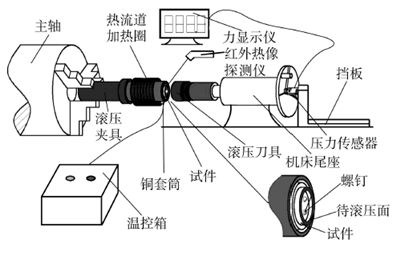
整个滚压加工在普通卧式车床上进行,滚压原理如图3 所示.试样通过螺钉安装在滚压夹具上,滚压力经由S 型压力传感器测量并可在显示仪上读出.热流道加热圈套在黄铜制成的套筒上用来加热试件,黄铜套圈起热量均匀传导的作用.实验中,使用红外热像探测仪测量待滚压平面的温度.滚压力的加载则靠调整车床尾座来实现.当红外热像探测仪探测到滚压面的温度达到预定的滚压温度时,启动车床开始滚压,然后关掉温控箱,利用余热继续加热试样直至滚压结束.这样操作可以保证滚压前后滚压表面温差不超过5%.滚压参数为:主轴转速360 r/min,滚压力1 900 N,滚压时间1 min.滚压温度分别为常温和90 ℃.
图3 滚压原理示意图
滚压后,使用BMT.3D 表面形貌测量仪测量试样的表面粗糙度值.表面形貌的观察使用VHX?600E 超景深三维显微镜.试样的显微硬度在MVS?1000D1 显微硬度计下测量,测试参数为:加载力0.5 N,保压时间15 s.
滚压过的试样用线切割机切成8 mm ×7 mm ×7 mm的小块,然后在SRV Ⅳ微动磨损试验机上进行磨损实验.实验采用球-盘接触形式,对偶球为直径10 mm 的GCr15 轴承钢球,硬度为HRC 62 ~63.整个试验在无油润滑的情况下进行.实验参数为:载荷5 N、振幅200μm、频率5 Hz、试验时间30min.微动磨损试验结束后,把试样放在石油醚中超声清洗,之后在VHX?600E 超景深三维显微镜下测量磨斑尺寸,磨斑深度的测量则在BMT.3D 表面形貌测量仪下完成,最后用扫描电镜(SEM)观察磨斑的表面形貌.
2.结果与讨论
2.1 表面粗糙度与表面形貌
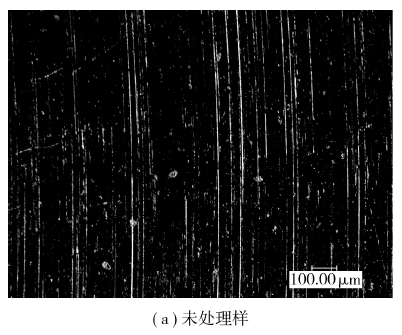
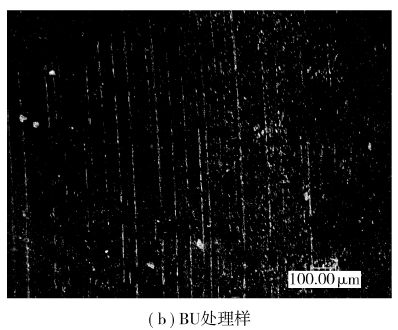
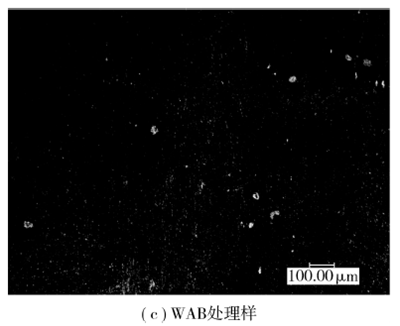
未处理样和BU 处理样的表面粗糙度值分别为Ra0.56 μm 和Ra0.25 μm.WAB 处理样的表面粗糙度值为Ra0.17 μm,较未处理样和BU 处理样的粗糙度值分别降低了69.6% 和32.0%.图4 是在VHX?600E 超景深三维显微镜下观察到的试样表面形貌.由图可见,未处理样表面存在许多车削加工后产生的沟槽,表面粗糙度值很大.经过BU 处理后,试样表层材料发生塑性变形,形成塑性流动[11],车削后产生的沟槽大部分被填平,只留下少许车削痕迹,表面粗糙度值降低.经过WAB 处理的试样,由于试样整体温度的升高,塑性增强,发生塑性变形变得更加容易[13],相同滚压力作用下试样发生更强的塑性流动,车削后产生的沟槽基本上被填平,表面粗糙度值进一步下降.由此可见,各试样的表面形貌变化与其表面粗糙度值变化规律一致.
图4 VHX?600E 三维显微镜下观察到的试样表面形貌
2.2 显微组织和硬度
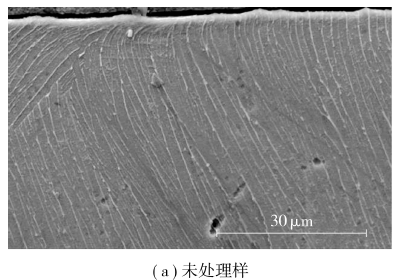
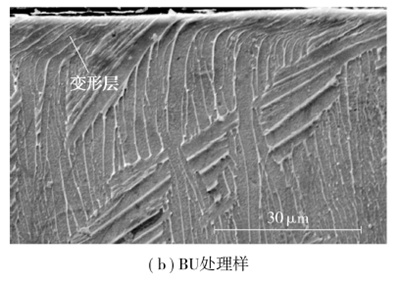
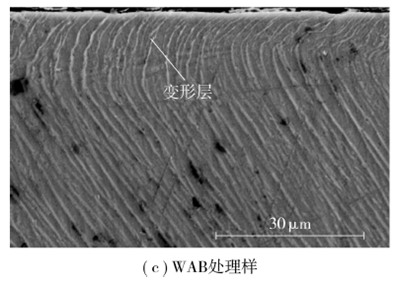
图5 是试样截面的显微组织形貌.由图可见,滚压后的试样表层材料发生了严重的塑性变形,表现为晶粒沿着滚压方向被拉长、断裂以及细化.未处理样的变形层不是很明显,BU 处理和WAB 处理样的剧烈变形层厚度则分别达到15 μm 和24 μm.与BU处理样相比,WAB 处理样的剧烈塑性变形层厚度增加了60%.WAB 处理样变形层厚度的大幅度增加得益于温度的作用.在高温下,材料的塑性增强,发生塑性变形更加容易[13],相同滚压力作用下,塑性变形的区域增大.由于硬化层的厚度接近变形层的厚度,较厚的变形层也意味着较厚的加工硬化层.
图5 扫描电镜下试样的纵截面形貌
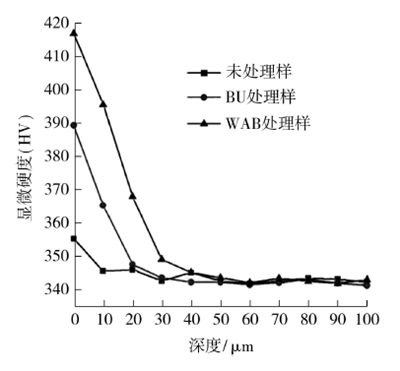
图6 所示为不同试样显微硬度沿深度的分布.试样的显微硬度沿深度方向呈梯度分布,最表层显微硬度最大,随着深度的增加,硬度逐渐降低,最后接近基体的硬度.未处理样和BU 处理样的最大显微硬度值分别为355.3HV 和390.5HV.WAB 处理的试样的最大显微硬度值达到415.7HV,较未处理样和BU 处理样分别增加了16.9%和6.5%.试样显微硬度的提高可归因于材料的剧烈塑性变形引起的冷作硬化以及晶粒的细化[14].WAB 处理样的显微硬度最高则是温度作用加剧了塑性变形的结果.此外,WAB 处理样的硬度分布曲线右移,说明WAB处理样有着更厚的硬化层,这与图5 的分析结果是一致的.
2.3 摩擦系数和磨损量
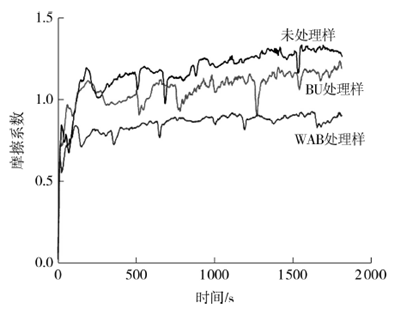
摩擦系数随时间的变化如图7 所示.各种试样都经历了摩擦系数由低到高再到低,最后趋于稳定
图6 试样硬度沿深度变化曲线
的过程.这反映了微动磨损所经历的几个阶段.微动磨损初始阶段,由于金属之间的接触占主导地位,导致接触表面局部点焊的形成,表面粗糙度值增大,摩擦系数较高.随着微动磨损的继续进行,两接触体表层材料发生剥落与氧化并在接触界面之间积累,形成磨屑层,使接触界面由原来的一个变成了两个,摩擦系数下降.进入稳定阶段后,WAB 处理样的摩擦系数最低,只有0.87,而BU 处理样以及未处理样的摩擦系数则分别为1.16 和1.25.这与表面改性层的摩擦学性能有关.根据摩擦学原理有如下公式[15]:

式中,μ为摩擦系数,A 为接触区域面积,S 为剪切应力,W为施加载荷.WAB 处理样表面硬度较高,具有较高的承载能力,因而在摩擦过程中接触面积也较小.由式(1 )可知,未处理样的摩擦系数最高,WAB 处理样的摩擦系数最低.
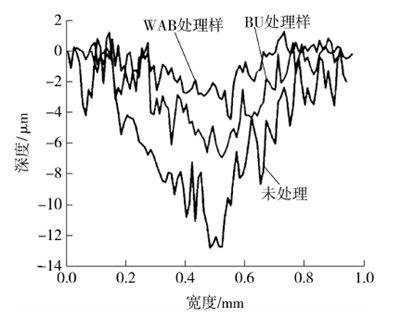
图8 所示为磨斑沿微动方向的纵向截面轮廓.未处理样的磨斑截面最大深度达到12.9 μm,车削形成的薄加工硬化层被磨穿,软基体裸露出来,磨损非常剧烈.BU 以及WAB 处理样的最大磨斑深度较小,分别为7.2 μm 和4.6 μm.微动磨损量的计算采用文献[16]中所提到的方法,未处理、BU 和WAB样的计算结果分别为27.79 ×10 -4、12.51 ×10 -4 和6.57 ×10 -4 mm3 .WAB 处理样的磨损量最小,只有未处理样磨损量的23.6%和BU 处理样磨损量的52.5%.这表明经过WAB 处理后,Ti?6Al?4V 合金的抗微动磨损性能得到显著增强.由前面的分析可
图7 试样的摩擦系数
知,经过WAB 处理后,试样表层材料发生剧烈塑性变形,晶粒得到一定程度的细化,并在试样表层产生了硬度较高的厚硬化层.根据Archard 磨损定理[17]可知,材料硬度的提高有利于其耐磨性的提高.所以,经过WAB 处理后,Ti?6Al?4V 合金的抗微动磨损性能的提高主要与试样表层产生的厚硬化层有关.
图8 试样磨斑的纵向截面轮廓
2.4 摩擦磨损机理
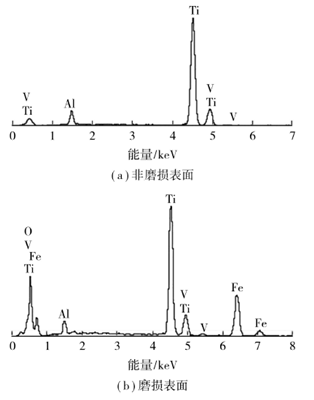
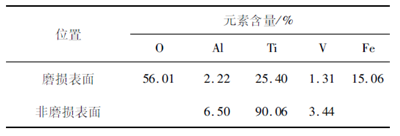
微动磨损试验后,磨斑表面覆盖了一层棕红色粉末状磨屑.图9 以及表1 为WAB 处理样磨损表面以及非磨损表面的能谱仪(EDS)分析结果(未处理样以及BU 处理样也出现类似结果).微动磨损后,磨斑处出现了氧元素和铁元素,其含量(质量分数)分别为56.1%和15.06%.氧元素的大量出现说明微动磨损过程中存在剧烈的氧化作用,氧化产物则是上述的棕红色粉末状磨屑的主要成分.刘道新等[18]指出磨屑的主要成分是Fe2 O3 和TiO2 以及Fe和Ti.TiO2硬度较Fe2 O3 高,其分布在微动磨损两接触体接触界面之间,最终引发磨粒磨损.
图9 磨损表面以及非磨损表面EDS 能谱图
表1 磨损表面与非磨损表面EDS 结果
图10 所示为试样磨损30 min 后磨斑的表面形貌.由图可以看出,未处理样的磨斑面积最大,其次是BU 处理样,最小的是WAB 处理样.未处理样由于粘着磨损产生了大量的粘着坑,并伴随有轻微的塑性变形,其主要磨损形式为粘着磨损,磨损最剧烈.分析其原因:一方面,未处理样表面较粗糙,存在许多粗糙峰,造成局部应力过高;另一方面未处理样表面显微硬度较低,抵抗粘着磨损能力差.BU 处理样以及WAB 处理样磨斑上分布有大量的与微动方向一致的犁沟,基本上看不出粘着磨损特征,其磨损形式主要为磨粒磨损和轻微的疲劳剥落.这主要是因为,一方面BU 处理样以及WAB 处理样较高的表面硬度以及较厚的硬化层,使得它们抵抗粘着磨损的能力得到提高[16],同时磨损过程中产生的磨屑硬度较高并在接触面间形成第三体,从而加剧了磨粒磨损.此外,由图还可以看出,WAB 处理样磨斑上的犁沟以及疲劳剥落坑较BU 处理样的少,其磨损程度显然低于BU 处理样.
图10 试样磨斑的SEM表面形貌
3.结论
(1)采用WAB 工艺可以显著提高试样的表面光洁度.经WAB 处理过的试样,其表面非常平整,消除了由车削加工造成的沟槽,表面粗糙度值为Ra0.17 μm,较未处理样的减少了69.6%,较BU 处理样的减少了32.0%.
(2)采用WAB 工艺可以较大幅度地提高试样的表面显微硬度和显著增大试样的硬化层厚度.经WAB 处理后,试样表面的最大显微硬度为415.7HV,较未处理样和BU 试样的分别增加了16.9% 和6.5%.此外,WAB 处理样的剧烈塑性变形层厚度达到24 μm,较BU 处理样的增加了60%.
(3)微动磨损试验表明,微动磨损过程中不仅有机械作用,还存在氧化反应.WAB 处理样的摩擦系数最低,磨损量只有未处理样的23.6%和BU 处理样的52.5%.未处理样的磨损形式为粘着磨损,同时伴随有轻微的塑性变形;BU 处理样和WAB 处理样的磨损形式为磨粒磨损以及轻微疲劳剥落.
(4)WAB 处理工艺可以显著改善Ti?6Al?4V 合金表面材料的性能,进而大幅度提高其抗微动磨损性能.
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-11-30 14:29:23
发表于 2017-11-30 14:29:23





{kind=link}