|
来源:烟台大学化学化工学院 作者:栾欣欣,孟汉卿,聂义秋,苏红军,徐世艾
摘要: 用CFD 技术研究了最大叶片式桨和三层六直叶涡轮桨的在大高径比工业规模搅拌釜中流体力学行为,以黄原胶溶液为研究体系,重点考察了功率特性、死区分率、剪切性能和混合时间等流体动力学性能. 结果表明:2 种搅拌桨的功耗与转速成正比,死区与转速成反比;随着雷诺数增加,釜内平均剪切速率增加. 工业规模搅拌釜中,最大叶片式桨搅拌流场呈双循环流型,三层六直叶涡轮桨在每个桨叶叶端分别形成上下2 个小循环. 在相同单位体积功耗下,最大叶片式桨的混合时间相对于三层六直叶涡轮桨较短.
关键词: 最大叶片式桨;三层六直叶涡轮桨;大高径比;工业规模;计算流体力学(CFD)
搅拌釜式反应器广泛应用于化学工业中,搅拌器的性能对反应过程有着重要的影响. 搅拌器可分为2 类:一类适用于低粘流体,如三叶后掠式桨、斜桨等;另一类适用于高粘流体,如锚式桨、螺带桨等.在聚合反应[1] 和发酵过程[2] 中,开始时物料的粘度很低,随着反应的进行,粘度可能从几厘泊迅速上升到十几万厘泊,要在如此宽的粘度范围内达到高效率的传质和传热,这就是新型高效搅拌设备需要解决的主要问题.
日本以新型聚合反应器为背景,开发了3 种新型搅拌桨:最大叶片式桨、泛能式桨、叶片组合式桨[3] . 这些大叶片桨在搅拌槽的纵剖面面积的比例很大,不仅混合效率高,而且产生的剪切力大,同时大叶片使得槽壁的局部传热系数分布均匀,提高传热系数. 目前,关于这些新型桨的文献报道很少,需要通过大量的实验得到相关的结构参数.黄原胶溶液(Xanthan)是一种典型的假塑性流体,目前工业生产黄原胶普遍使用大高径比的反应釜,但实验室研究的搅拌釜高径比主要集中在1 ~2之间.
本文以计算流体力学(CFD) 为基础[4] ,运用商业CFD 软件Fluent 对最大叶片式桨(简称MB 桨)和三层六直叶涡轮桨(简称TT 桨)在工业规模(10m3)大高径比搅拌釜非牛顿流体进行数值研究. 采用高径比为3∶ 1 的工业规模机械搅拌釜,突破了常规的设计规范. 重点考察了功耗、死区分率、剪切性能和混合时间等流体力学性能,为工业规模大高径比反应釜内搅拌桨的设计提供基础数据.
1.模拟方法
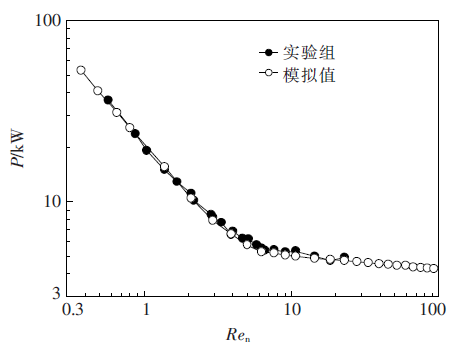
计算软件为正版ANSYS FLUENT 15. 0,使用64核服务器进行并行计算(Parallel). 从数值模拟的角度来看,需要处理好旋转桨叶和静止槽壁之间的相互作用. 本研究使用多重参考系法(MRF) [5 -7] 进行模拟,将计算域分为动、静2 个区域,桨叶及其附近流体区采用旋转坐标系为动区域,其他区域采用静止坐标系为静区域,动静区域之间通过交界面(interface)进行数据传递. 液面采用压力出口边界,桨叶定义为动边界,桨叶和槽壁的均为无滑移壁面边界. 选用湍流模型RNG k - ε 模型[8] 计算.通过实验研究得到实验室尺寸搅拌釜中MB 桨在黄原胶水溶液中的搅拌功耗曲线,将功耗的模拟数据与此实验数据对比,来验证模拟方法的可靠性.结果见图1. 由图1 可知,整体上模拟值与实验值吻合良好,这说明计算模型的可行性.
图1 MB 桨搅拌功耗模拟值与实验值
2.模拟策略
2. 1 搅拌器的结构和网格划分
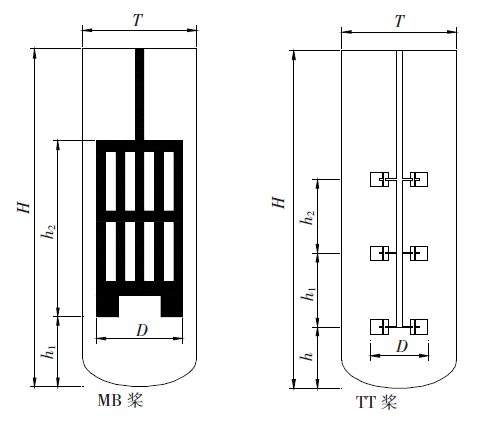
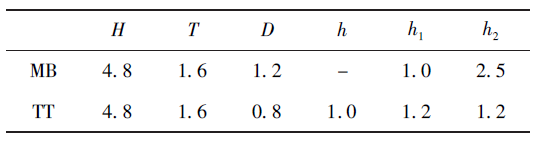
计算采用的搅拌釜结构见图2,尺寸如表2 所示. 釜体为圆筒体加标准椭圆封头,釜内无挡板. 釜内2 种搅拌器分别为:最大叶片式桨MB[9] 和工厂中常见的三层桨TT[10] .
图2 搅拌桨结构图
表2 不同型式桨的结构尺寸
工作介质为1. 0%(质量分数)黄原胶溶液的假塑性流体. 计算中采用非结构化四面体网格,网格尺寸范围为0. 003 ~ 0. 025 m,为了提高计算精度,对桨叶的周围区域的网格进行了加密处理,网格节点数为1 000 万.
2. 2 计算流体力学模型
搅拌釜中流场的流体动力学方程描述如下:
文1
3.结果与讨论
3. 1 功耗及死区分率
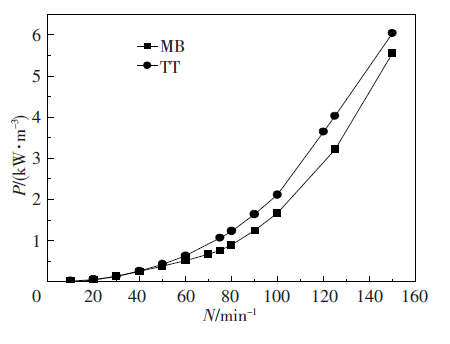
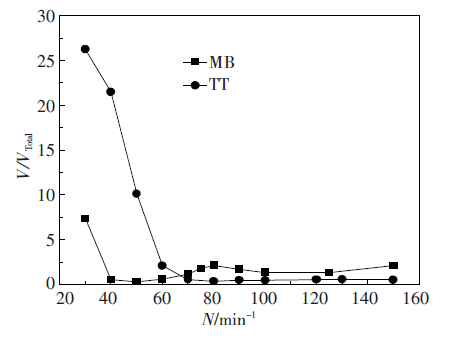
将搅拌釜内液相速率低于叶片端部速率的10% 的区域定义为死区,在死区内流体的流动状态很弱,基本不参与主体流动,死区分率可以表征搅拌器的整体混合性能. 数值计算中搅拌功率P 计算公式为 =2πNM. MB 桨和TT 桨在黄原胶溶液中不同转速下的单位体积功耗和死区分率见图3 和图4. 由图3、4 可以看出,MB 桨和TT 桨的单位体积功耗随着转速的增大而增大,而死区分率随着搅拌转速的增加而降低最后趋于平稳,继续提高搅拌转速对死区分率的贡献甚微. =2πNM. MB 桨和TT 桨在黄原胶溶液中不同转速下的单位体积功耗和死区分率见图3 和图4. 由图3、4 可以看出,MB 桨和TT 桨的单位体积功耗随着转速的增大而增大,而死区分率随着搅拌转速的增加而降低最后趋于平稳,继续提高搅拌转速对死区分率的贡献甚微.
在转速低于50 r/ min 时,MB 桨和TT 桨单位体积功率消耗相近但MB 桨死区分率远小于TT 桨,可见在较低转速下,MB 桨的混合效果要优于TT 桨.在较高转速下,MB 桨的功率消耗较TT 桨低,但死区分率稍高于TT 桨.
图3 2 种搅拌器的搅拌功率变化曲线
图4 2 种搅拌器的死区体积分数变化曲线
3. 2 搅拌流场的速度矢量分布
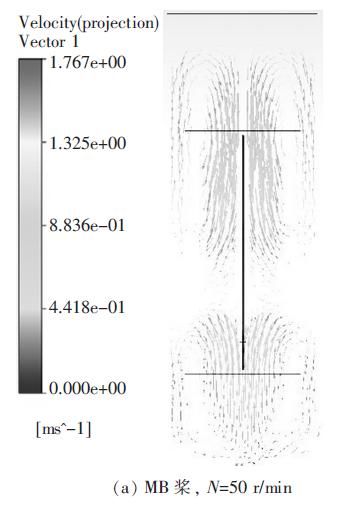
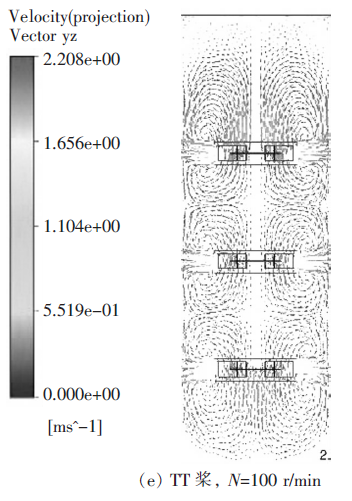
在不同搅拌转速下,MB 桨和TT 桨在假塑性流体Xanthan 溶液速度矢量分布见图5.
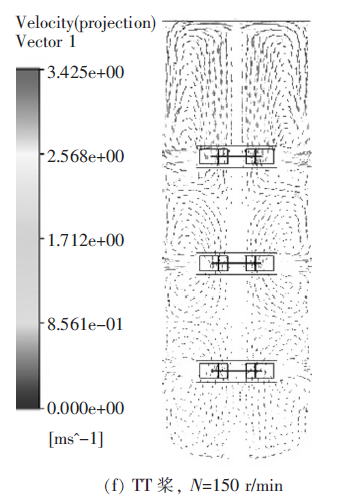
图5 MB 桨和TT 桨搅拌流场的速度矢量图
由图5(a) ~ (c)可见,MB 桨搅拌形成双循环流型,流场分布均匀,能产出良好的主体流动,这与文献结果相同[9] . 由于最大叶片式桨扫过的面积大,流体受到剪切变稀,粘度减小,流体易流动,随转速的增加,主体流动区覆盖面积增大,低速区面积减小,假塑性流体中循环强度相对较大.
由图5(d) ~ (f) 可见,TT 桨搅拌形成平行流型,由于模拟的搅拌釜内桨间距较大,离底高度也很大,所以上中下层桨形成的循环流相互间影响很小.在每个圆盘涡轮附近各自产生上下2 个循环. 在叶轮附近,流体的流速较高,远离叶轮的区域流体速度明显下降,在低转速下有明显的分区现象,随着搅拌转速的增加,分区现象得到有效改善.
3. 3 搅拌桨的剪切性能
剪切性能是流体混合过程优劣的重要指标,剪切使流体细分化产生大面积界面利于流体混合,MB桨和TT 桨在不同Ren 下剪切速率的轴向分布图见图6、图7.
图6 MB 桨剪切速率的轴向分布
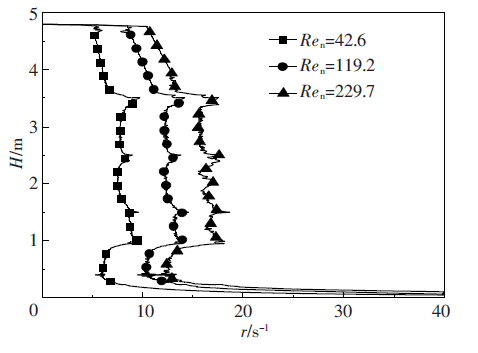
图7 TT 桨剪切速率的轴向分布
由图6 可见,随着Ren 的增加,釜内整体的剪切速率明显增大,MB 桨的剪切速率分布在釜的中部区域,它的受力面积分布均匀,且安装在搅拌釜的中部,随雷诺数增加桨叶区剪切速率整体增加.由图7 可见,TT 桨的剪切速率分布呈现3 个峰型,只有桨叶附近剪切速率较大,远离叶片的区域剪切速率急剧下降,说明TT 桨的整体剪切效果较差.
3. 4 搅拌桨的混合时间
模拟时在液面处向搅拌釜中加入示踪剂,监测示踪剂在釜内的分布来计算搅拌混合时间. 示踪剂
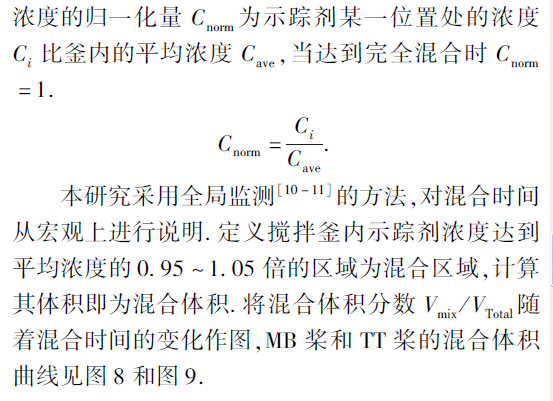
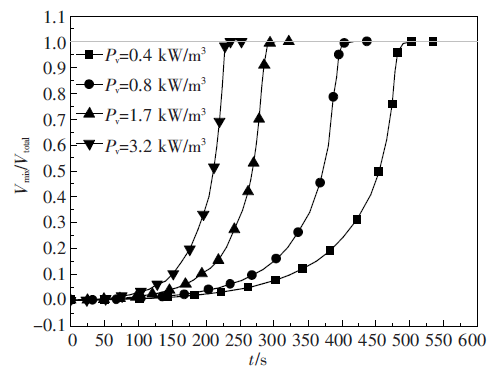
图8 MB 桨混合体积曲线
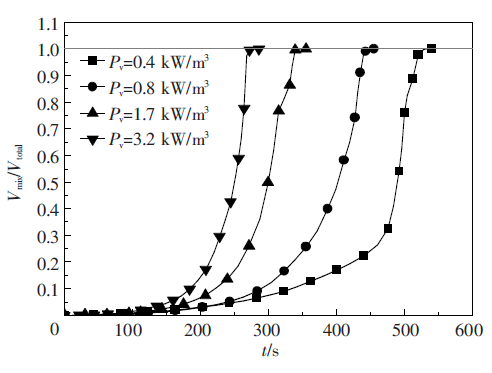
图9 TT 桨混合体积曲线
图8 和图9 中,2 种搅拌桨的混合时间曲线趋势相似:第一阶段耗时长,第二阶段耗时较短,第三阶段曲线逐渐趋于水平. MB 桨相对于TT 桨达到混合要求的时间较短,随着搅拌单位体积功耗的增加,2 种搅拌桨达到混合要求的时间都有明显减少.为了比较2 种搅拌桨的混合性能优劣,将2 种搅拌桨在相同单位体积功耗下的混合时间作图,如图10.
图10 相同功耗下2 种搅拌器的混合体积曲线
由图10 可知,在相同的搅拌功耗下,MB 桨的混合时间相对于TT 桨较短,具有明显的混合优势.
4.结 论
在Fluent 软件的基础上,对最大叶片式桨(MB桨)和三层六直叶涡轮桨(TT 桨)在大高径比搅拌釜高粘假塑性流体中的搅拌混合过程进行数值模拟研究,得到如下结论:
(1)MB 桨和TT 桨的单位体积功耗随着转速的增大而增大,而死区分率随着搅拌转速的增加而降低最后趋于平稳. 在较低转速下,MB 桨的混合效果优于TT 桨.
(2)MB 桨形成“双循环”流型,TT 桨在每个桨叶叶端附近都形成上下2 个小循环.
(3)2 种搅拌桨的高剪切区域和高排液区域都集中在桨叶附近,并且随着搅拌转速的增加,整体剪切速率和排液量有了明显的增加. MB 桨的优势要明显高于TT 桨.
(4)2 种搅拌桨的混合时间曲线趋势是相似的,混合时间随转速的增加而减小. 在相同单位体积下全釜示踪剂浓度分散均匀,即釜内任意位置的示踪剂浓度达到平均浓度的0. 99 ~ 1. 01 倍时,MB 桨的混合时间相对于TT 桨的混合时间较短.
|
 |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-12-1 16:57:03
发表于 2017-12-1 16:57:03







{kind=link}