|
来源:清华大学 机械工程系机器人及其自动化研究 作者:缪东晶 吴聊 徐静 陈恳 谢颖 刘志
摘 要: 提出了一种适用于飞机等具有大型自由曲面产品自动喷涂的机器人系统,介绍了该系统的机械结构布局与控制系统结构,在分析喷涂作业流程的基础上,对喷涂作业规划方法中的关键技术如飞机位姿标定、喷枪轨迹规划等进行了研究,并基于CATIA二次开发技术,开发了控制系统软件,将喷涂作业的所有环节对应的软件操作均无缝地集成到CATIA平台中。在模拟工件上进行喷涂试验,结果表明:该机器人系统自动化程度高,运行稳定可靠,能有效提高涂层质量。
关键词: 工业机器人技术; 大型自由曲面; 自动化喷涂; 喷枪轨迹规划
0 引 言
机器人自动化喷涂系统因其具有涂装质量好、效率高等众多优点,已广泛应用于汽车等工业领域。对于汽车及家电产品的涂装,人们较为注重涂层的防腐、环保及外观装饰功能,涂层的光泽度、丰满度等是评价涂装表面质量的重要指标。而飞机表面的涂装则对涂层的厚度与均匀度提出了更为严格的要求。利用机器人精确的轨迹控制,有利于保障涂层厚度与均匀度指标要求,但目前对于飞机等具有大型自由曲面产品的涂装,采用机器人自动化喷涂系统仍然少见。在20世纪9 0年代初,Lande等申请的一项专利中提出将机器人应用于飞机喷涂的方案。Berry等研制的SAFARI系统可采用示教的方式对F-15等机型进行冲洗和喷涂,仅10个小时就可以完成一架F-15的喷涂。洛克希德·马丁公司研制了两套机器人自动化喷涂系统:机器人部件精整系统,RCFS和机器人飞机精整系统,RAFS用于对F-35外表面的涂装。其中RCFS用于完成F-35的尾翼和众多小零件的自动化喷涂,RAFS则用于完成F-35的机身的自动化喷涂。借助这两套系统,不仅极大地提高了喷涂效率,还实现了涂层的厚度和均匀度的精确控制,实验表明,95%以上的涂层测量点厚度可满足公差要求。
目前见诸于文献的只有美国的军用飞机采用机器人自动化喷涂系统进行涂装,而我国飞机的涂装仍主要采用手工喷涂的方式。由于手工喷涂依赖于工人的经验,难以对涂层厚度和均匀度进行精确控制,往往要进行额外地打磨或补喷,效率低下;且涂料往往含大量有机溶剂及有毒性的低分子助剂,对喷涂工人的身体健康有危害。本文在借鉴现有研究成果的基础上提出了一种可应用于飞机等具有大型自由曲面产品的自动化喷涂作业的机器人系统,并着重对喷涂作业规划过程涉及到的飞机位姿标定与机器人喷枪轨迹规划展开研究。
1 系统构成
1.1 系统的机械结构布局
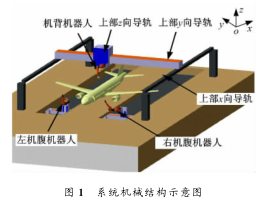
飞机表面是大型的自由曲面,而机器人自身工作空间的大小有限,单台机器人无法在一个固定站位上完成飞机表面的完整喷涂。为了使机器人的喷涂范围能覆盖整个飞机,本文提出图1所示的喷涂系统机械结构布局:系统主要包含3台ABB公司生产的IRB-5500喷涂机器人,3套三自由度运动平台等。根据各机器人覆盖的区域,分别称3台机器人为机背机器人、左机腹机器人和右机腹机器人,它们分别负责完成飞机背部外表面,机腹左侧和机腹右侧外表面喷涂。
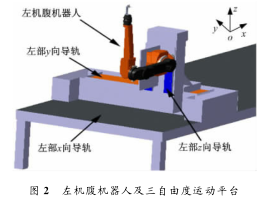
为增大机器人的工作范围,将每台机器人都安装在三自由度运动平台上。图2为左机腹机器人与三自由度运动平台的示意图,右机腹机器人与其对应的三自由度运动平台的布置亦然。
喷涂作业前,首先根据机器人自身工作空间大小将飞机的整个外表面分割成若干曲面块, 各曲面块尺寸需小于机器人自身的工作空间; 然后,为每一曲面块指定一个三自由度运动平台停站位置,机器人在各站位上的喷涂工作范围需完整覆盖对应的曲面块;最后由三自由度运动平台预先将机器人送达停站位置,机器人开始喷涂作业。
1.2 控制系统结构
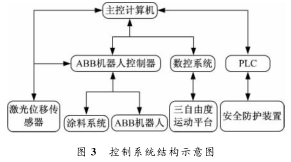
图3为自动喷涂系统的控制系统简图。控制系统的硬件包括主控计算机、机器人控制器、数控系统、PLC及其外围设备。主控计算机上安装的CATIA软件平台集成有通过二次开发而具备的喷涂模块,使得主控计算机在喷涂作业过程中具备人机交互、机器人轨迹规划、喷涂作业指令生成和下达及系统状态管理等功能;机器人控制器负责机器人、激光位移传感器及涂料工艺系统的控制;数控系统负责三自由度运动平台的控制;PLC负责安全防护装置等外围设备的控制。
2 喷涂作业流程
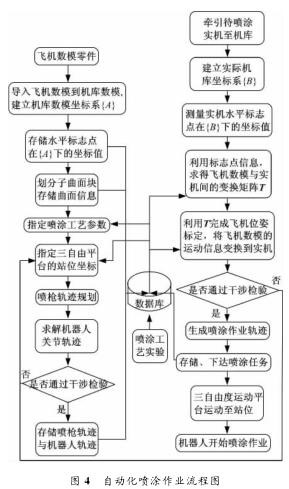
飞机表面自动化喷涂作业流程涉及众多环节,合理布置各个环节可有效提高喷涂系统的自动化水平。随着现代先进制造技术及数字化装配技术在飞机制造过程中的应用,飞机制造精度与装配精度得到大幅提高[8],对于喷涂作业而言,可以直接利用飞机的CAD模型进行机器人轨迹规划。将喷涂作业过程分为两个层面:飞机数模离线规划,实际待喷涂飞机( 以下简称实机) 规划与喷涂。图4为本文提出的用于飞机表面自动化喷涂作业的流程图。
2.1 飞机数模离线规划
飞机数模离线规划可分为以下8个步骤:
(1) 将飞机数模导入机库数模, 以机库数模的坐标系{ A} 为基础坐标系。
(2) 记飞机数模中的水平标志点集为k i( i=1, …, n) , n为水平标志点个数。存储k i在坐标系{ A} 下的坐标值。
(3) 根据机器人自身工作空间大小将飞机外表面划分成若干子曲面块。
(4) 根据喷涂工艺实验的结果为各子曲面块指定工艺参数。
(5) 确定各子曲面块对应的三自由度平台的站位坐标。
(6) 利用CATIA提供的数控模块,结合喷涂工艺参数,在曲面块上规划喷枪轨迹。
(7) 根据机器人连杆参数和机器人逆运动学求解机器人关节轨迹。
(8) 生成仿真作业文件,进行运动仿真,检查机器人本体、三自由度平台及机库间是否存在碰撞。如通过干涉检验,则将喷枪轨迹和机器人关节轨迹存储至数据库,否则返回步骤(5),重新指定三自由度平台的停站位置,并重新规划喷枪与机器人关节轨迹,直至所有子曲面块均通过干涉检验。
喷涂作业流程中生成的中间数据(如喷枪轨迹、机器人轨迹、三自由度平台运动数据以及喷涂工艺实验积累的工艺参数信息)均采用数据库统一管理。
2.2 实机规划与喷涂
在喷涂前将实机牵引至实际机库,建立实际机库的全局坐标系{ B},按照以下8个步骤进行实际规划并实施喷涂作业:
(1) 记实机上和飞机数模对应的水平标志点集为qi(i=1,2,…,n) ,利用激光位移传感器测量qi在{B}下的坐标值。
(2) 利用点集ki与qi的映射关系求{ A}与{ B}之间的齐次变换矩阵T,求解过程见3.1节。
(3) 通过T将离线规划的结果即{ A}下的三自由度平台站位坐标、喷枪轨迹与机器人关节轨迹变换到{ B}下,至此标定完成。
(4) 再次运动仿真与干涉检验, 如未通过干涉检验,需返回第2.1节中步骤(5)重新规划,如通过进入下一步。
(5) 生成机器人喷涂作业轨迹。
(6) 存储并下达喷涂任务。
(7) 三自由度平台运动至站位。
(8) 机器人开始实施喷涂作业。
采用这种方案的优点是,在飞机数模上完成一次完整的离线规划后,在进行批量飞机喷涂作业时只要对实机进行一次精确标定,即可将各机器人与各三自由度平台的运动数据变换到实际机库坐标系{ B}下,从而快速进行喷涂作业,提高生产效率。
3 喷涂作业规划
3.1 飞机位姿标定
如前所述,喷涂作业过程分为飞机数模离线规划、实机规划与喷涂两个层面。在实机进入实际机库后,需要对飞机位姿进行标定,建立机库数模坐标系{A}与实机机库坐标系{B}间的变换关系,从而可将离线规划结果(如喷枪轨迹、机器人关节轨迹及三自由度喷涂停站信息)变换到坐标系{B}下。
在飞机数模和实机上存在n个一一对应的水平标志点集ki和qi。其中ki在飞机数模坐标系{A}下的坐标值可在CATIA中直接获得;qi在{ B}下的坐标值可通过安装在机器人末端的激光位移传感器测得。ki与qi的映射关系为:
式中:R为旋转矩阵;P为平移向量;δi为误差向量。
采用SVD奇异值分解法,通过极小化δi,求得T9]。利用T可完成飞机位姿标定,将飞机数模离线规划结果变换到坐标系{ B}下。
3.2 机器人喷枪轨迹规划
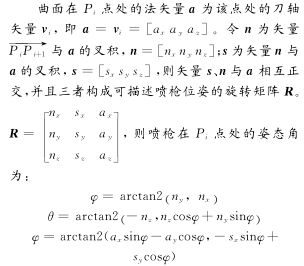
喷枪在喷涂时的运动路线通常由一系列等距的路径线构成,喷枪轴线与工件表面始终保持垂直,喷涂距离( 即喷枪口和工件表面之间的距离)保持恒定。由于飞机表面喷涂涉及底漆、中间涂层以及面漆等多种涂料,宜采用空气喷涂,即在喷枪口两侧布置压缩空气,雾锥被压扁成椭圆锥状,雾锥在平板工件表面覆盖的区域为椭圆,对应的喷枪喷涂模型为椭圆形分布模型,雾锥底部中心点即为喷枪路径点。在喷枪路径点上建立局部坐标系,则喷枪在路径点上的位姿可以定义为:
式中:i为第i个路径点;[xiyizi]为路径点在全局坐标系下的位置坐标;[φiθiφi]为喷枪在全局坐标系下的姿态角。
如果将由喷枪和喷锥所构成的整体看成数控加工中的刀具,喷锥底中心看成是刀尖,则喷枪运动与5轴数控加工中的刀具运动非常类似。刀具运动与喷枪运动的区别在于:5轴数控加工时刀具除了可以绕刀轴矢量旋转外,其余的5个自由度均被限定;而喷枪在作业时其6个自由度均被限定。如果采用5轴数控加工中的等参数线加工方法,并且令刀轴矢量亦始终与工件表面保持垂直,则喷枪轨迹可以在刀位轨迹的基础上经过适当的扩展求得。
喷枪轨迹规划步骤如下:在数控刀位轨迹的基础上求得喷枪路径点位置坐标,然后求喷枪在各路径点上的姿态,最后结合喷涂速度的要求,生成喷枪轨迹。
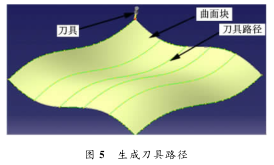
本文以图5所示的自由曲面块为例说明喷枪轨迹规划方法。首先,在CATIA的数控加工模块下,采用5轴等参数线加工方法在曲面块上生成刀具路径,主要参数选择如下:加工精度的设置与曲面曲率相关,通常加工精度越高,刀位点越密集,意味着将来喷枪能准确地根据曲面外形调整姿态,对于图5所示曲面块,加工精度设为0.2mm;令刀轴矢量始终与曲面保持垂直;刀具路径条数则根据曲面块在搭接方向上的边长应为喷枪路径间距的整数倍的原则计算求得。图5中的线条即为生成的刀具路径。
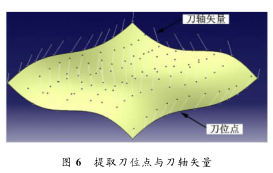
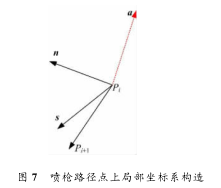
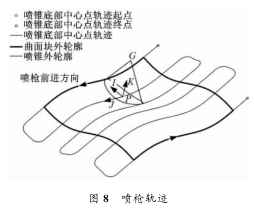
将数控刀位轨迹导出为标准的APT文件,并提取刀位点坐标与刀轴矢量,记第i个刀位点上的刀轴矢量为vi,如图6所示。刀位点即为初步的喷枪路径点。然后,求喷枪在各路径点上的姿态。记任一喷枪路径点Pi的下一喷枪路径点为Pi+1, 构造喷枪在路径点Pi处的局部坐标系见图7。
式中:arctan2表示一种特殊的反正切函数,即双变量反正切函数。依次求得所有路径点上的姿态角,将喷枪路径点沿喷枪运动方向上延展一定距离,在拐角处采用圆弧过渡以减少因速度突变产生的振动。最后,根据喷枪工艺参数要求的喷枪速度对喷枪位姿序列进行插值,生成喷枪轨迹。最终生成的喷枪轨迹如图8所示。
求得喷枪轨迹后,根据机器人连杆参数,利用机器人逆运动学可求得机器人关节轨迹,进而生成可用于在CATIA 中进行运动仿真的数据文件。若通过运动仿真和干涉检验即可用于实际喷涂作业。
4 喷涂系统控制软件
目前国内外航空企业几乎都采用CATIA平台进行飞机设计,喷涂是飞机制造环节的重要一环,但是专门的CATIA尚没有喷涂模块。尽达索旗下的Delmia软件也提供了针对喷涂作业的一些基础功能,但存在机器人轨迹规划效率低,无法对喷涂进度等数据进行统一管理等缺点。
此外,一些商业喷涂软件, 如 Robot Studio、ROBCAD等除了有上述缺点外,还存在需对飞机数模进行格式转换而造成建模特征丢失、增加成本等问题。CATIA不仅自身具备强大的建模、运动仿真和干涉检验等功能,还提供多种开放性良好的二次开发接口,这将为喷涂功能嵌入CATIA提供了可能。其中,组件应用架构可对CATIA深度开发,且用户定制的功能可嵌入到原系统中,可实现将喷涂作业过程无缝地融合到飞机设计平台上。因而,本文采用CAA开发基于CATIA的机器人自动化喷涂系统。
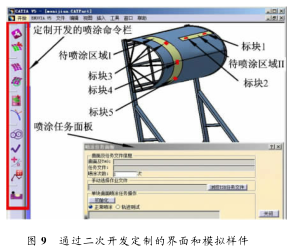
结合图4所示的自动化喷涂作业流程图,可按功能将喷涂系统控制软件分为以下8个模块:插件模块、飞机位姿标定、曲面分割、喷涂工艺参数设定、喷枪轨迹规划、运动仿真、喷涂任务下达模块及系统配置模块。各模块的功能如下:①插件:提供各模块的人机交互界面。②飞机位姿标定:完成数模与实机上水平标志点的测量,生成齐次变换矩阵,将飞机数模离线规划结果变换到实机机库坐标系{B}下。③曲面分割:将大型曲面划分成众多曲面块,确定各曲面块对应的三自由度平台的停站位置。④喷涂工艺参数设定:完成喷涂工艺参数的添加等管理,为曲面块指定工艺参数。⑤喷枪轨迹规划:规划曲面块对应的喷枪运动轨迹。⑥运动仿真:生成机器人与三自由度平台的仿真运动数据,进行干涉检验。⑦喷涂任务下达:下达喷涂任务。⑧系统配置:管理待喷涂飞机机型,涂料余量等参数。开发的控制系统界面如图9所示。图中的半圆柱零件为用于测试系统性能的模拟工件。
系统采用SQLite数据库存储喷涂过程的中间数据,根据实际飞机表面的喷涂结果,可以不断优化更新喷涂工艺参数,从而持续改善涂层质量。
5 试验结果
为了验证本文提出的喷涂系统的可行性及功能的完整性,在图9所示的模拟工件上进行喷涂试验,实施从工件位姿标定到实际喷涂作业的完整过程。
涂层的厚度与均匀度要求可采用t±Δ %的形式描述,其中t表示厚度,单位力μm,±Δ%表示允许的最大偏差。试验目标是在Ⅰ、Ⅱ块内均匀涂覆上厚度为400μm的涂层,厚度偏差需控制在±10%以内。试验前,将工件表面处理干净,并粘贴测量标块1、2、3、4和5。试验采用的主要工艺参数如下:喷枪运动速度为300mm/s,喷涂距离为180mm,喷幅宽度为300mm,搭接距离为210mm, 喷枪流量为0.33L/min,一共喷涂8次。在完成工件标定后,分别规划Ⅰ、Ⅱ区域上的喷枪运动轨迹。图10为模拟工件的喷涂试验现场。
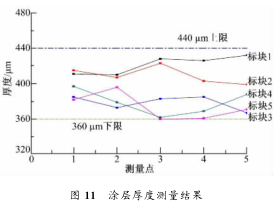
喷涂完毕,待涂层自然风干后,使用XB-200型涂层测厚仪(测量精度为1μm) 对各测量标块上涂层的厚度进行测量,每块标块上各随机测量5个点的涂层厚度,测量结果如图11所示。
从图11可见,模拟工件上所有测量点上的厚度均达到了预期要求,满足400±10%μm的厚度及均匀度要求。验证了喷涂系统具有较高的自动化程度,运行稳定可靠,能有效提高涂层质量。
6 结束语
针对飞机等具有大型自由曲面产品的自动化喷涂,提出了一种三台机器人同时作业的喷涂系统,在详细分析喷涂作业流程的基础上,对飞机位姿标定、机器人喷枪轨迹规划等技术进行了研究。
基于CATIA二次开发技术,将上述技术构成的喷涂功能模块无缝地集成到飞机设计平台CATIA上,极大地提高了飞机自动化喷涂水平。对模拟工件进行了实际喷涂试验。对涂层厚度进行测量的结果显示,该试验达到了预期的喷涂目标,验证了系统的可行性,可显著提高涂层质量。
由于大型自由曲面形状复杂,目前涂层厚度及均匀度是通过大量喷涂工艺试验经验数据保证的,且系统中还存在喷涂工艺参数规划和曲面块分割需要人工介入等问题。在未来的研究中,如何结合喷涂工艺参数和曲面外形,通过优化喷枪轨迹等手段进一步提高涂层均匀度等将是研究的重点。
1. 清华大学机械工程系机器人及其自动化研究室 2.中国计量科学研究院 3.清华大学 摩擦学国家重点实验室
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-12-4 14:31:03
发表于 2017-12-4 14:31:03



{kind=link}