|
摘要:设计并制作了微注塑模具型腔.利用无背板生长法,采用UV-LIGA套刻技术和掩膜腐蚀技术,直接在合金钢基底上制作具有微阵列结构、微注塑浇口、微排气通道、排气孔、聚合物熔体流道等结构的微注塑模具型腔.对SU-8厚胶的光刻工艺参数进行优化,给出厚度350μm的SU-8胶的建议工艺条件:固定边框厚度进行刮胶;梯度升温前烘,自65℃至85℃每隔5℃间歇式升温,且85℃的烘焙时间为5.5~6.0h;紫外光接触式曝光,剂量630mJ/cm2;85℃中烘15min,显影20min.针对Ni微细电铸过程中产生节瘤现象分析原因并改善工艺参数,将电流密度和pH分别控制在3A/dm2 以下和3.8~4.4.最终成功获得高质量的微注塑模具型腔.
关键词:UV-LIGA技术;SU-8胶;微细电铸;微注塑模具型腔
0 引 言
随着MEMS加工技术的发展,对微注塑件的需求量不断上升,例如:微流控芯片[1]、微齿轮[2-4]、微光学透镜[5-6]等,使微注塑模具型腔的设计制作成为了研究的热点和关键.目前,微注塑模具的加工方法主要有光制作技术和微机械加工技术,但后者仅适用于加工结构简单的零件,且表面粗糙度难以达到要求,需后续加工,导致其使用范围受限.例如娄燕等[7]利用微型数控铣床制作的微型腔,需用金刚石研磨膏对成型表面进行抛光.而光制作技术,如UV-LIGA适于制作高深宽比、结构复杂且精度和形状自由度高的微模腔.它是利用光刻机的深紫外光对SU-8胶进行光刻,各国学者对这种传统光刻进行改进,结合多层掩膜套刻、牺牲层技术、倾斜/移动承片台等工艺方法形成SU-8胶模,再进行微细电铸得到微模腔,拓展了UV-LIGA的应用范围,使其在微型模具的制造中发挥重要作用。
目前,微注塑模具材料主要为硅和金属材料.卢振等[8]设计并制作的微注塑模具是利用硅MEMS加工技术,在硅片上制得微零件型腔、流道及浇口,但硅材料的脆性影响其使用寿命,仅适用于中小批量生产.杜立群等[9]利用UV-LIGA无背板生长工艺在45#钢基底上制作微齿轮注塑模具镶块,但其结构简单且厚度只有80μm.
Shen等[10]利用改进的UV-LIGA工艺制作出喷墨打印机喷头的微注塑模具型腔.该型腔集喷嘴、墨汁通道及墨汁储液池于一体,省去了装配过程,使产品实现高精度、低成本、大批量生产,但工艺最后需要通过溶解种子层将微注塑模具与Si基底分离,工艺烦琐.
本文设计制作的细胞培养器微注塑模具型腔可以通过微注塑的方法将细胞培养支架和培养基的输送通道同时注塑成型且封装成一体,实现微小器件由部分到整体的装配功能.该型腔由形成细胞培养器的微阵列结构、聚合物填充所需要的熔体流道、微注塑浇口以及抽真空所需要的微排气通道和排气孔等组成,对图形结构的形状、尺寸、位置精度要求严格,增加了工艺难度和复杂度.为此,实验中利用无背板生长法,采用UVLIGA套刻技术和掩膜腐蚀技术相结合的方法,直接在5CrNiMo合金钢基底上制作出微型腔.重点对350μm厚的SU-8胶提出建议工艺条件,分别从电流密度和pH 两个方面对Ni的微细电铸过程中产生的节瘤现象进行分析并改善工艺参数。
1、 实 验
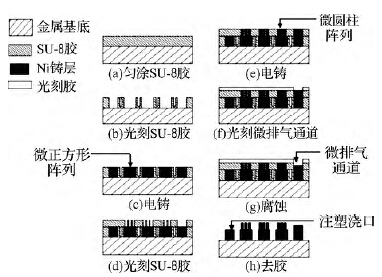
微注塑模具型腔的制作工艺流程如图1所示,主要包括两次SU-8胶光刻和Ni的微细电铸,掩膜腐蚀技术及SU-8胶的去除.
图1 工艺流程图
1.1 实验材料
实验材料包括美国MicroChem 公司生产的SU-8胶及显影液,5CrNiMo合金钢基板,氨基磺酸镍电铸液(成分为550g/L的氨基磺酸镍、10g/L氯化镍、35g/L硼酸及0.10~0.15g/L的润湿剂),3块光刻掩膜板.
1.2 实验过程
(1)基板处理
将基板研磨抛光后,分别用丙酮和乙醇煮沸,去离子水冲洗,氮气吹干,烘箱烘烤数小时.
(2)光刻第一层SU-8胶
首先在基板表面涂覆化学增附剂以增强基板与胶层的附着力,再利用文献[11]中提到的方法,通过固定厚度边框,手工刮胶得到350μm 厚的SU-8胶.自平整数小时后进行前烘,曝光是在BGJ-3型曝光机上进行的,剂量为630mJ/cm2.中烘85℃,15min,显影20min得到第一层微正方形阵列SU-8胶模。
(3)电铸第一层Ni结构
在氨基磺酸镍溶液中进行微细电铸,对电铸液循环过滤并且搅拌,工作温度50~55 ℃,pH3.8~4.4,电流密度0.5~3.0A/dm2,电铸时间约60h
(4)光刻第二层SU-8胶
旋涂化学增附剂和厚度50μm 的SU-8胶.
前烘采用梯度式升温的方式,其中85℃的烘焙时
间为50~60min.完全接触式曝光,中烘结束后
采用注射流喷淋的方法显影。
(5)电铸第二层Ni结构
电铸工艺参数与电铸第一层Ni结构基本相
同.电铸时间约12h。
( 6)光刻微排气通道
选用耐酸腐蚀性的光刻胶,通过匀胶、曝光、显影、后烘等工艺制备.
(7)腐蚀微排气通道
利用光刻胶作掩蔽层,通过控制Ni腐蚀液中各种无机酸的配比和腐蚀时间有效控制腐蚀深度.最终在微阵列结构和排气孔之间得到深度10~15μm的微排气通道。
(8)去除SU-8胶
利用无机酸将电铸金属的SU-8胶模煮沸,其被腐蚀成黏稠状碎片,再用去离子水清洗,获得微注塑模具型腔。
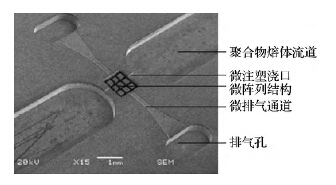
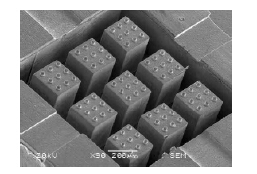
实验制作的微注塑模具型腔如图2所示,主要由微阵列结构、微注塑浇口、微排气通道组成,同时又有排气孔和聚合物熔体流道等结构.以上这些结构的形状及相对位置精度由掩膜套刻的对准精度决定,3层掩膜套刻的对准精度由掩膜板上的8个对准标记点保证.电铸后测量铸层表面粗糙度Ra=0.075μm.利用台阶仪测量微型腔中各个结构的尺寸如下:微阵列结构的整体尺寸为1mm×1mm,如图3所示,用于形成细胞培养器,其中微正方形阵列用于形成细胞培养器支架,其L×W ×H=200μm×200μm×300μm,间隔为100μm;微圆柱阵列用于形成细胞培养基的输送通道,直径30μm,高度50μm.微注塑浇口的宽度和深度分别为200μm和50μm.微排气通道将微阵列结构和排气孔连通,深度10~15μm.在微注塑过程中,利用抽真空装置将型腔中气体排出,有利于聚合物熔体的流动填充,提高塑件的成型质量。
图2 微型腔的SEM 照片 图3 微阵列结构
2 、问题与讨论
对于特定厚度的SU-8胶模图形来说,各个工艺参数都有优化的匹配值.实验中,在合金钢基底上制作微型腔的UV-LIGA工艺过程中有很多问题,包括第一层SU-8胶前烘和曝光参数的选定,Ni的微细电铸过程中节瘤产生的原因及参数的改善。
2.1 SU-8胶的前烘问题
前烘最重要的两个参数为温度和时间,其作用是去除SU-8胶中的部分溶剂以增加光引发剂的比例.实验中,为避免SU-8胶前烘过程中产生气泡,当采用较低的前烘温度75℃,时间6h时,SU-8胶在显影过程中直接脱落.分析原因,前烘时间太短,溶剂挥发少,单位体积内光引发剂比例小,曝光区域产生的酸催化剂少,后烘交联度低,
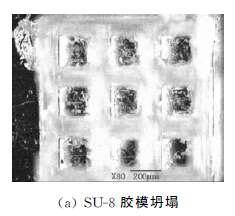
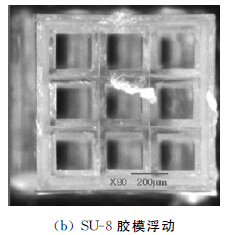
胶模脱落.固定温度将时间增至8~9h,显影后胶模结构已出现,但SU-8胶仍交联不足,黏度很高,随着显影的进行,SU-8胶又进入已显影区域,如图4(a)所示.这种钻蚀现象进行到一定程度会使微结构发生浮动,如图4(b)所示。
图4 SU-8胶模
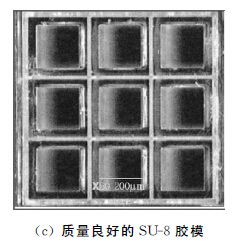
对于本文制作的与基底接触面积少,厚度350μm的胶模图形来说,当采用较低的前烘温度时,单靠增加前烘时间不能得到SU-8胶模.失败的主要原因是光刻胶交联不足使曝光区域发生坍塌,故采用提高前烘温度与梯度升温相结合的方法进行前烘,一方面提高前烘温度能增加光引发剂在SU-8胶中的比例用以增加交联度;另一方面梯度升温能使溶剂缓慢释放,减轻气泡产生.但前烘温度不宜超过95℃,因为温度太高会减弱光引发剂的感光性,反而影响其光化学反应,降低交联度[12].实验中,前烘最高温度选定为85℃,此温度既是溶剂分子的挥发温度,又不会影响光引发剂的化学性能.升温方式为自65℃至85℃每隔5℃间歇式提升,且85℃的前烘时间为5.5~6.0h.选定此前烘时间的理由是对于85℃已确定的前烘温度来说,当前烘时间超过一定值时,溶剂挥发量趋于饱和,若再延长时间,则中烘交联度和内应力都会过大,胶模对基底的附着力变小,易断裂或浮胶.SU-8胶显影后如图4(c)所示,胶模图形的线形与质量明显改善,且与基底结合良好.此前烘参数与实验初参数比较,在相同的曝光条件下,可以提高光刻胶的留膜率与抗蚀能力。
2.2 SU-8胶的曝光问题
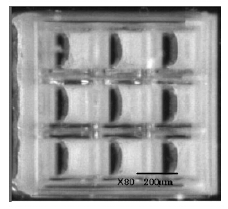
SU-8胶的各个工艺参数的选定都会对后续的工艺步骤和胶模的制备有着直接影响.SU-8胶前烘不足时,易造成曝光工艺失败.一是SU-8胶的高黏度使其在光刻过程中与掩膜板有粘连,无法进行良好对板.二是接触式曝光时,胶面与掩膜板处于顶紧状态,二者存在挤压,前烘不足的SU-8胶在压力作用下会缓慢流动,部分已被曝光的
SU-8胶被挤压流动到不需要曝光的区域,即需要显影掉的区域,而这些区域的SU-8胶已不能显影出精确的胶模图形.如图5所示,9个微正方形窗口都只能显影掉左侧小部分SU-8胶,右侧大部分不能完全显影掉.原因是曝光时已经曝光的SU-8胶被挤压流动到微正方形窗口处,而中烘的交联反应使其不能完全显影。
图5 SU-8胶具有流动性时的曝光结果
曝光的重要参数为曝光剂量,其大小直接影响胶模质量.实验初,考虑到SU-8胶模较厚且大部分需要显影掉,根据经验选定较小的曝光剂量420mJ/cm2,由于实验中曝光光源固定,只需要确定曝光时间为8min,显影时,SU-8胶易显影但同时胶模图形易脱落,增加中烘时间仍不能得到胶模.这是因为剂量太小,即使在适当的中烘条件下,SU-8胶交联度也低,显影后胶模图形分辨率差,黑边严重,图形相互黏结.又由于本文制作的细胞培养器与基底接触面积只有0.64mm2,若曝光剂量太大,则胶模内应力大,其对基底附着力小且易断裂,成品率低.实验中延长曝光时间至12min,即选定曝光剂量为630 mJ/cm2.如图4(c)所示,胶模图形无应力裂纹,无黑边,证明曝光剂量和中烘参数选定恰当,利用台阶仪测量胶模中微正方形的线宽尺寸,接近200μm×200μm,而实验初采用的曝光剂量得到的胶模中微正方形线宽尺寸只有约165μm×165μm,因此该曝光剂量有利于减小胶模图形与掩膜板图形的线宽差,图形复制精度高。
2.3 第一层Ni的微细电铸问题
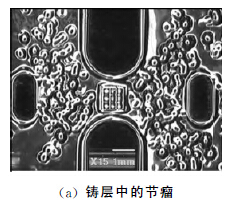
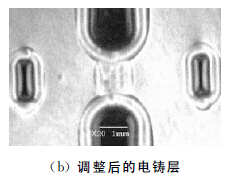
实验中,微正方形阵列在电铸结束后,表层有很多节瘤,如图6(a)所示.
图6 Ni电铸层
分析节瘤产生的原因并调整工艺参数如下:一方面由于微型腔需要大面积电铸且厚度达350μm,为了加快电铸速度,后期对电流密度调节过大,约4A/dm2,但对于任何电铸液都存在一个获得良好铸层的电流密度范围,当超过允许的上限值时,由于电极表面附近反应物或反应产物的扩散速度小于电化学反应速度,从而产生浓差极化,使得阴极附近缺乏金属离子,造成其电沉积过程受阻,出现局部尖端放电效应,加剧了局部电铸,使铸层中产生节瘤.所以实验中控制电流密度在3A/dm2 以下.另一方面由于电铸过程中pH会升高,当超过5时,导致氢氧化镍沉淀并夹杂在铸层中使其内应力升高,晶粒粗大,铸层粗糙.电铸液中硼酸为缓冲剂,能减缓电铸槽中阳极区溶液pH 的增加,但其含量过多会降低电流效率.故当长时间电铸时,这种缓冲剂的作用是有限的.同时,电铸液的主盐是分散能力较好的氨基磺酸镍,因此实验过程中通过添加氨基磺酸将电铸液pH控制在3.8~4.4较优.如图6(b)所示,通过调整电铸过程中的电流密度和pH,铸层中节瘤消失,铸层质量提高。
另外,电铸结束后发现,流道、排气孔周围存在突起的边缘,这说明铸层的高度不均匀性与胶模的深宽比有关,当微结构深宽比较小,即待铸区域的开口尺寸较大时,电流在该区域的再分布不充分,靠近胶模边缘的电流密度将明显高于中心部位,使铸层形成边缘高而中间低的厚度分布规律.所以若要中间部位的高度达到350μm,流道、排气孔等胶模周围的铸层将明显高于胶模。
3、 结 语
本文根据细胞培养器的功能及结构特点,同时结合微注塑成型过程中一些工艺要求对微注塑模具型腔进行设计制作.将UV-LIGA套刻技术和掩膜腐蚀技术相结合的工艺方法应用到细胞培养器微注塑模具型腔的加工中.实验中,就SU-8厚胶的光刻工艺参数进行优化,给出350μm 厚的SU-8胶前烘采用梯度升温的方式,自65℃至
85℃每隔5℃间歇式升温,且85℃的烘焙时间为5.5~6.0h,紫外光接触式曝光,剂量630mJ/cm2,85℃中烘15min,显影20min,得到的胶模图形质量良好.针对Ni微细电铸过程中产生节瘤现象分析原因并将电流密度和pH 分别控制在3A/dm2 以下和3.8~4.4,提高了铸层质量.获得的微型腔满足微注塑的生产要求,但对于微注塑大批量产业化生产,高密度的充型、脱模,铸层与基底的结合力仍需要提高,这是无背板生长法的缺陷.该模具型腔的微正方形阵列结构已实现微注塑制造,而微圆柱阵列尚在试验中.此研究为UV-LIGA技术制造微注塑模具型腔提供了有力依据.
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-12-13 17:15:13
发表于 2017-12-13 17:15:13


{kind=link}