|
在许多行业里,表面的精加工都面临着很大的成本因素。采用精切工艺,可以在铣削、车铣和钻孔加工时,兼顾经济效益与表面质量这两方面,从而使精加工工艺得到优化。 在对表面质量要求共高的情况下,尤其是采用大进刀方式进行加工的时候,为了达到所要求的表面精度,平行修光刃或副切削刃的长度通常是不够的,正如它们在刀尖精加工时所使用的一样。 由于铣刀是采用多刀刃进行切削,而副切削刃长度在每次旋转时并没有与进刀长度相重叠,因此,在进行刀尖精加工时,其前提条件就是对所有的刀刃进行轴向精确调节。 通过对已经安装到位的刀刃进行补充磨削,可以达到同样的效果,既省时又节约成本。 精切 达到表面高质量的关键是应用带有平行修光刃,即精切刀刃的长型转位式刀片。这些刀刃的副切削刃长度 明显大于刀尖精加工时的刀刃(右图)。 明显大于刀尖精加工时的刀刃(右图)。 采用精切刀刃的这种长型平行修光刃,旋转进刀最高可达15mm。这对生产率和加工的经济性有着直接影响。 在Ingersoll刀具股份有限公司,这些所有表面都经过精磨的转位式刀片,其刀刃呈正向弧形,各种不同类型的刀刃都是在MicroMill刃磨中成型的。 安装在端面的刀刃,其厚度公差为±0.005mm。因此,可以达到非常高的轴向振摆精度。这可在准备刀具时节约时间和成本,但准备工作仅局限在刀片的回转方面。 多年来,作为汽车制造业强有力的合作伙伴,Ingersoll公司研制开发了一种精切铣刀,它可将磨削刀具的优点与转位式刀片刀具的优点融合在一起。 在大批量制造加工中,刀具概念的经济性和可操作性是需要优先考虑的事宜。 与其他转位式刀片相比,精切刀刃在轴向上大约突出0.05mm,在径向上稍有缩回。在旋转加工的时候,突出最宽的精切刀刃可加工除去前面刀刃所留下的不平整处。通过这样的工艺,不仅可以达到最佳的表面质量,而且以加工零件数量计算的刀具耐用度也可达到最大。 在进行精切加工时,副切削刃长度一般必须与旋转进刀的长度相重叠。

上图所显示的正是汽车制造业所采用的精切铣刀。应用时,布置在周围的转位式刀片进行预切削,而布置在端面的转位式刀片则承担起精切加工的功能。令用户感兴趣的是,这里所使用的仅仅是单一的转位式刀片类型,但以其八个可利用的刀刃,即可实现巨大的经济效益。 可以调节的角位置 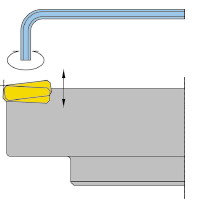 对用户来说,获得专利的转位式刀片的调节极具灵活性(左图)。通过调节其副切削刃的角的位置,可适应每次旋转所需进刀时的副切削刃长度的要求. 对用户来说,获得专利的转位式刀片的调节极具灵活性(左图)。通过调节其副切削刃的角的位置,可适应每次旋转所需进刀时的副切削刃长度的要求.
正因为如此,刀具副切削刃的角的位置也可以适应主轴倾料的不同情况。通过旋转调节螺母,转位式刀片沿着倾斜的支撑面在切向移动,并由此改变副切削 刃的倾斜度(右图)。 刃的倾斜度(右图)。 转位式刀片的调节是在制造商那里一次进行的,或者在首次使用刀具时进行。 在加工短切屑材料如灰铸铁时,精切铣削工艺的效果相当出色。在加工取材时其效果也是同样的。因此,例如在精细加工涡轮机壳体时,都可采用精切铣刀,其转位式刀片只要安装在端面上就可以了。 涡轮机的半壳体,其铣削加工是为了起到密封蒸汽的作用。 此类铣刀的精加工余量为0.05~0.lmm ,在旋转进刀3~10mm时表面的Ra=0.4-0.6?m (下图)。 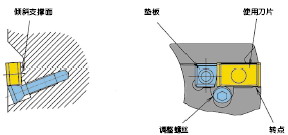
其他的应用还包括普通的机械制造或船舶架油机的制造。 可达表面质量新标准 在车铣加工时,采用精切工艺可以达到表面质量的新标谁。但只有精细车铣加工才是可行的。 在此,两个精切刀刃被组合在不同的旋转半径上,为的是获得更宽的副切削刃。通过调节螺母,能够既简 单又可靠地调节到?级的轴向振摆,采用6F3K 刀具系列(右图) , 人们可用此方法将副切削刃长度延长至L=32mm。因此,加工时切削宽度特别大,加工时问也明显缩短。 单又可靠地调节到?级的轴向振摆,采用6F3K 刀具系列(右图) , 人们可用此方法将副切削刃长度延长至L=32mm。因此,加工时切削宽度特别大,加工时问也明显缩短。  在铣削和钻削灰铸铁时,人们可以采用精切工艺改进成型加工质量,在许多情况下还可以替代昂贵的铰光工序(左图)。 在铣削和钻削灰铸铁时,人们可以采用精切工艺改进成型加工质量,在许多情况下还可以替代昂贵的铰光工序(左图)。
在此,两把用于精细加上的转位式刀片都在其周边装上了Ingersoll 的专利副切削刃调节装置,并以直径上的楔进行调节。正是在转向节加工时,人们可以采用此类刀具系统,针对从直径40mm 开始的钻孔和扭转振动减振器固定支座钻孔的情形,实现明显的以加工零件热量计的刀具耐用度(约GGG4O 标准的l,000 次钻孔) 。在本系统中,此类转位式刀片可以为每一次的车削提供四个可利用的刀刃,在使用左右刀具时甚至可以提供八个可利用的刀刃。 一般来说,这些刀具用于加工那些直径公差大于O.O15mm 的工件。 对GGG40 转向节进行钻孔加工时,根据旋转进刀的步进精度,最高可以达到Rz=5~16?m 的表面精度。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )





 发表于 2015-3-23 18:30:13
发表于 2015-3-23 18:30:13


{kind=link}