|
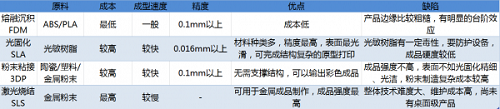
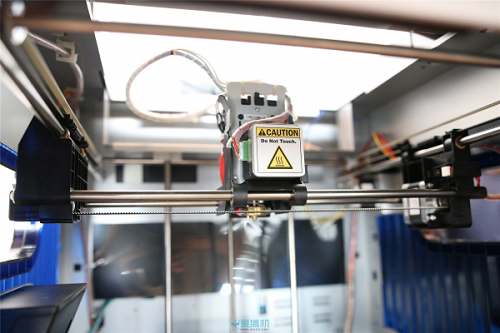
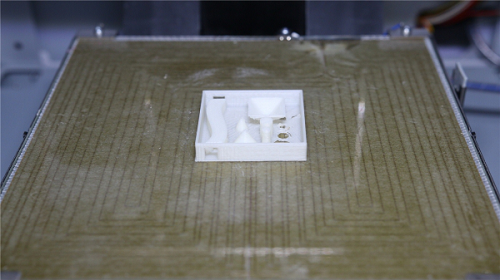
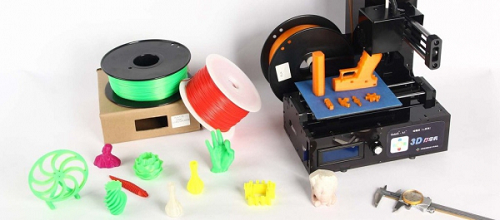
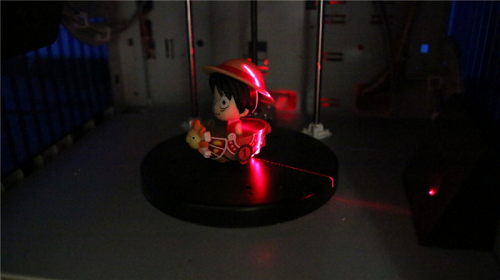
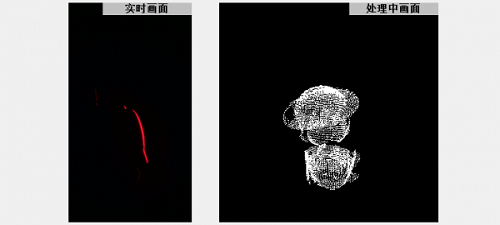
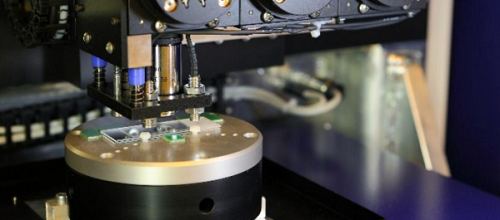 3D打印可以将电脑里的3D建模文件变成实物,打印过程无需干预而且精度远超手工制作,听起来和用起来都相当炫酷。虽然它火了很久,但在大众面前它们还很神秘。考虑到很多人其实用不着,但又有剁手的冲动,那就是来一发科普好了。 本文将从“原理、分类、软件和核心部件、打印过程、精度、可用度”等几方面对3D打印和3D扫描进行简单的科普和扫盲。 原理与技术优势 3D打印是一种通过堆叠薄层制造三维物体的技术。它的关键词是薄层堆叠,通过不同原理让原料一层层地成型和堆叠。 虽然听起来高大上,但大概原理只是一个能在XY轴平面上移动的喷头,精确控制原料的位置,打完一层后,平台下移(一般是0.1mm)后再打下一层,直至打印出整个成品。 对比铣床(通过铣刀对材料从外到内进行切削)、熔铸(融化后倒入模具成型)等传统加工方式,3D打印的最大优势是可以制造有复杂内部空间的成品,而且材料利用率接近100%。 3D打印的类型 3D打印原理分类及优缺点 打印精度对比 根据原料成型原理的不同,成本从低到高排列,分别是熔积成型、光敏固化、粉末粘接、激光烧结等4种,它们的工作原理如下: 熔融沉积成型(FDM,全称Fused Deposition Modeling),喷头将丝状热熔性材料加热融化挤喷出来,材料遇到温度更低的打印平台后凝固,通过层层堆积形成最终成品。 光固化成型(SLA,全称Stereolithigraphy Apparatus)通过紫外光等光源照射光敏树脂材料,让其逐层凝固成型,通过层层堆积形成最终成品完整的产品。其是最早发展起来、技术最成熟、应用最广泛的快速成型技术。 粉末粘接(3DP,全称Three Dimensional Printing and Gluing)通过喷嘴将粘合剂喷喷洒在陶瓷/金属/塑料粉末等材料上,不断重复铺粉、喷涂、粘接的过程,层层叠加而得到成品。 激光烧结(SLS,全称Selecting Laser Sintering)类似上两种技术的混合体,通过大功率激光照射金属粉末等原料,使其烧结/融接。不断重复铺粉、烧结的过程直至完成整个模型成型。它才是工业上经常提到的3D打印。 成本最高的激光烧结和粉末粘接技术中,一个桌面机型极少,一个连桌面级产品都还没出现。而采用光固化技术的机型,价格一般从20000元起跳,所以现时民用级3D打印机,用的基本都是成本最低的熔积成型技术,很多厂家甚至已经可以把售价控制在2000元左右。所以剁手门槛最低的它们才是本篇科普的主角。 控制软件 除了核心的机械部件,打印机还需要最终控制打印头移动的3D建模文件才能工作。虽然打印机基本都带显示屏和控制按钮,但打印所需的3D建模文件依旧需要电脑的帮忙。中高端产品一般可以连接电脑并有专门的客户端,而低端产品一般省略连接功能,只能通过读取SD卡中的文件进行打印。 3D打印机只能读取经过切层处理的3D建模文件(约等于将3D数字模型做了N层切片),可以通过3Dmax、CAD、MAYA等建模软件输出的.stl .3w格式文件进行直接转换。 很多厂家网站的素材库、建模网站都能找到现成的3D建模文件,有软件基础的用户可以自行建模。入门用户最喜闻乐见的除了手办外,自然还是手机壳,挂饰等小玩意。 核心部件说明 3D打印的关键词是薄层堆叠,对于熔积成型技术的3D打印机来说,可以在二维平面移动的打印头负责“薄层”,可以上下移动的平台负责“堆叠”。其核心部件不多,以刚评测完的三纬da Vinci 1.0 AiO为例: 打印头是个可以在XY轨道上精确移动的加热装置,可以加热融化ABS/PLA材料,内部有压入原料丝的齿轮,背后有散热风扇。机器通过皮带传动,打印头可以在X轴上左右移动,而打印头和整个X轴都架在了Y轴上。 打印平台是个带加热功能,可以精确控制上下移动的玻璃板,最高加热温度为90度(防止落到平台的ABS原料因温度太低而无法粘连),动力来源是底部的马达。平台边上一般会有校准位置用的定位点,以及调整平台水平姿态(前倾后延等)的螺丝。 原料 原料方面,主流将ABS树脂和PLA(生物降解塑料聚乳酸)材料,做成固定直径的线材(1.75mm)并捆在线筒上,价格一般在200元/1kg左右。部分厂家会采用盒子封装,并在底部加上芯片,提供原料类型和剩余量记录功能,用起来会方便一点,而代价自然是成本会更高一些。 两种材料都可以被染上不同的颜色,它们的使用区别在熔点上,ABS熔点为220度左右,不透明亚光质感,强度更高,需要平台被加热到90度才能正常成型,但有毒性,使用时会有塑料烧焦的臭味,而且本身热收缩性较大,成品精度会低一点 PLA熔点在200度左右,加工时的能耗更低,速度更快,其半透明质感更加光亮,平台加热到45就能正常成型,无毒环保几乎无异味,正在慢慢淘汰ABS成为主要的打印原料。 打印过程与维护 打印前要在平台上涂上固体胶,其作用是作为隔层,方便最后的成品移除。打印第一步是加热打印头和平台,耗时因机器功率而异,500W以下的机器一般可以在1-2分钟内完成打印头的加温,但平台却要5-6分钟左右才能从常温升到90度。 随后,打印平台升到最高点就可以开始打印了,过程就是啰嗦过多次的:线状的打印原料在打印头中被加热融化,以流体的状态流出,在接触打印平台后硬化粘连。打印头的移动轨迹会被这些原料“记录”下来,打完一层后,平台下移,机器再打第二层,直至把整个物体打印出来。 原料可以被染色,但熔积成型打印机只能通过中途变换原料的方式,打印出纯色或横向颜色变化的物体。所以一般是把成品不同颜色的部分分开打印,最后像模型一样再组装起来。 工作过程中只有XYZ轴3个电机,以及打印头的散热风扇的声音,噪音不大。但如果用的是ABS树脂,则还需要做额外的通风措施。 桌面打印机一般拆封就能直接使用,但如果使用时间太长、成品和平台总是粘连过紧而需动用铁铲和暴力,则需要自行对打印平台进行调平。否则可能会影响成型质量,严重的话,可能会让打印头和平台碰撞而产生变形。另外,用久了的打印头也是相当脏的,偶尔还要用铁丝给材料出口“通便”。 扫描功能 现在某些高端型号的入门机开始具备3D扫描功能,可以对实物进行扫描并生成3D建模文件,通过这个文件就可以再复制一个同样的产品。 而3D扫描分为接触和非接触式,前者是用传统的测量点接触物体搜集空间信息,精度和成本都很高,而且速度奇慢;后者主要使用激光、低频声波等进行间接扫描,速度快但精度一般,一般需要多次扫描进行数据校正。 3D扫描过程 扫描文件 现时打印机中内置的一般是激光扫描装置。被扫描物体放在可旋转的平台上,扫描器发出激光平面打在扫描物体上,接收器根据反射回来光线计算除物体的空间点数据。 不过遗憾的是,即使是万元级打印机自带的扫描功能,基本都处在不可用的状态。扫描功能的限制很多,会让光线散射不正常的物质特性,几乎都会影响扫描效果,物体高度太低、颜色太深、颜色种类太多、表面太光滑、凹坑太复杂、内部深度太大等都会影响最终效果。 用它来扫描简单的几何体当然不成问题,但想用它来扫描复杂的手办,甚至高达模型之类的话,那就基本无望了…… 另外,多增加3D扫描功能的机型,一般会比原生机型贵3、4000元,这装逼成本太高,故并不建议购买带3D扫描功能的衍生型号。 打印速度&打印精度 终于说到3D打印机最核心的部分了。3D打印的速度远比正常人想象中的慢,不过也很好理解:每一层的打印厚度在0.1-0.4mm(挤出的是0.1mm宽的原料丝),那打印1cm高的产品就得打印超过25-100层了…… 其打印耗时和打印精度/层厚成正比,而且因为原料出丝速度固定,它们的打印耗时很容易计算。作为参考,以精度(层厚)0.3mm的时候,打印一个4克重的空心表壳就需要30分钟了。如果打印的是一个手掌大的手办,而且它还有100多克重的话,打印耗时就要突破12小时了囧。 实际打印样品 打印精度方面,很多人都以为3D打印机的成品可以作为最终产品,但这只针对光固化成型的打印机,其余3种打印机的产品更像是毛坯,如果对外形和精度要求高的话,成品本身还是经过再次打磨。 而更可悲的是,成本最低的熔积成型打印机,在每一层之间有明显的接合痕迹,俗称“台阶效应”,导致其表面相当粗糙。看到入门级熔积成型打印机的作品之后,或许很多用户都会有一定的心理落差。 实际可用度&限制 虽然3D打印的薄层堆叠原理,可以应对很多复杂的内部结构,但这个也带来了相应的限制: 横向强度不足:无论是哪种原理的打印机,它们都是纵向的薄层堆叠,所以横向强度会远低于纵向; 下小上大的物体需要额外的支撑机构:受重力影响,3D打印也不可能打印出悬空的物体,故需要在悬空物体下方额外打印支架或框架; 要打印出多种颜色的产品,只能中途变换原料或分开打印的形式进行; 熔积成型的打印机只能打印出塑料成品,而且成品的硬度有限,只有粉末粘接和激光烧结能打印出陶瓷、金属等真正具有工业用途的用品; 精度和速度的矛盾:薄层堆叠的薄层越薄,所需的层数和时间就越长,只能通过多喷头同时工作等方式提高速度。 总结 3D打印机还是个新兴产品,虽然熔积成型打印机原理相对简单,但不同品牌和产品线之间的水较深,购买前需要对常用参数有简单的了解。对于熔积成型打印机,其实可以选的余地不多,万元以下基本都是单打印头设计,同时支持ABS和PLA原料。 打印尺寸,尺寸越大自然价格越高,而万元级打印机的打印尺寸一般在20*20*20cm以下;而精度上,万元以下的3D打印机基本都可达到0.1mm层厚,打印速度(出丝速度)在0.2-0.5mm/s之间。 科普的最后,还是建议大家抱着个“大心脏”,不要对万元级以下的3D打印机抱有过高的期望。虽然它们的剁手门槛已经跌破2000元,但它们还有很浓的玩具性质,主要用途还是帮助企业和极客测试样品并省却高昂的开模费用,正常用户还需谨慎剁手。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )





 发表于 2015-11-1 22:24:14
发表于 2015-11-1 22:24:14







{kind=link}