|
柔性制造系统代表了先进的加工制造技术,本文拟通过对C1型钣材柔性制造系统的概括介绍,引导钣材柔性制造系统在国内板金加工领域的应用和发展。 引言
柔性制造系统是一个由计算机集成管理和控制、高效率地制造某一类中小批量多品种零部件的自动化制造系统。它具有两种或两种以上的加工工艺方式;一套物料存储运输系统,可以在机床和物料存储设备之间输送原辅料、工件、刀具等;运行信息的输出功能等基本特点。联合国欧经委对其定义为:由两个或两个以上的柔性加工单元构成,有自动传输系统通往工件库和刀具库,并在机床之间传送托盘、工件和工具,整个系统由计算机控制管理。
上世纪七、八十年代,钣材柔性制造系统已在国外开始应用。九十年代初,济南铸造锻压机械研究所设计开发出我国第一台以数控转塔冲床和数控直角剪床为主机的钣材柔性制造系统,并在天水长城开关厂运行至今,取得了很好的经济效益。在去年底德国汉诺威举行的第18届国际钣金加工技术展览会上,国外着名的钣金加工设备制造商如德国TRUMPF、意大利SALVAGNINI、芬兰FINN-POWER、日本AMADA等,均展出了其最先进的代表不同技术特点的钣材柔性制造系统,充分表明了钣金制造技术正朝着数字化、集成化和智能信息化的方向发展,体现为钣金加工设备由单机型向数控多机复合型转化,由多工序加工、人工辅助操作型向全过程一体化加工方式转化,由一般的过程自动化控制向网络化、智能化的自治管理的方向发展。为适应当前国内钣金加工领域迅速发展,促进国内巿场对柔性制造系统的需求,济南铸造锻压机械研究所最新开发研制出C1型钣材柔性制造系统,它具有冲剪复合、快速高效、紧凑完整、技术先进等特点,该设备已在今年第九届中国国际机床展览会上成功展出,并进一步推向巿场。
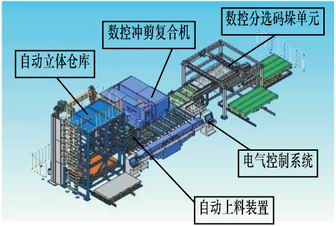 | | 图1 C1型钣材柔性制造系统 |
C1型钣材FMS的组成与特点
C1型钣材柔性制造系统以数控冲剪复合机为主机,配置有自动立体仓库、自动上料装置、数控分选码垛单元及其他辅助装置,由计算机及数控系统对其进行单元及全线控制,实现对钣料的自动加工过程。
该设备具有以下功能及特点:
1、钣料成垛出入库,能在很短时间内补充库存。
2、钣料入库作业不影响全线运行。
3、能自动校正钣料位置。
4、省时省料的钣料一体化冲剪加工。
5、工件分选细致并自动整齐码垛。
6、自动监控完善,保证设备安全。
7、远距离程序传输。
8、操作方式灵活。
9、软件可靠,可自动或人工优化排料。
10、全线结构紧凑精巧,占地面积小。
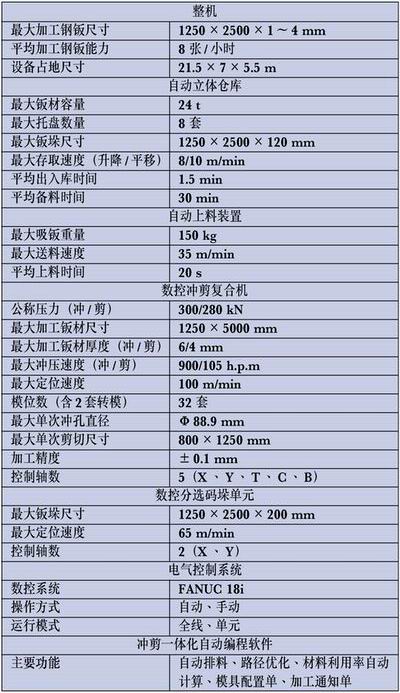
该设备的主要技术参数列表如下:
C1型钣材FMS各组成部分的结构和功能
立体仓库由料架、钣料分层装置、钣料定位装置、存取升降机、钢木托盘、进出料台车等组成,自动完成待加工钣料的存入提取、管理统计、分层定位等,为吸盘上料装置作准备。
料架的货格上安放了托盘,以存放不同规格钣料。底层为进出料台车,它是仓库与外部交换钣料的载体,可沿铺设在地面上的地轨在仓库内外两个位置自动运行,向仓库存取钣料。其上方为吸盘上料层,将托盘及钣料存放於此供吸盘上料装置吸提钣料向主机传送。该层侧面安装了磁力分层及初定位装置,可有效防止钣料被吸起时的粘连和偏移。
存取升降机由平移和升降装置两部分组成。前者将货格或台车上的托盘推入或拉出,後者使平移装置选择不同位置的托盘,两者共同完成托盘及钣料的存取过程。
上料装置主要由运行横梁和吸盘支架两部分组成。运行横梁联接於仓库货架并伸展至主机工作台上方,带动吸盘支架作水平和升降运动。吸盘支架底面分布有多只真空吸盘,能自动适应大小幅面钢钣的吸提,而外侧的一组吸盘还能摆动,这样与磁力分层装置配合,可有效地避免双层钣料被同时吸起。
主机为新型数控液压冲剪复合机,它包含冲、剪两部分,是在数控转塔冲床和数控直角剪床两种单机的基础上复合而成。冲、剪主机相对独立,基本功能也与其单机相同,而共用一套伺服送进系统、承料工作台、液压系统以及数控系统。冲、剪主机的运行与转换,由加工程序自动控制,将冲剪两道工序紧密融合。设备运行中,钣料由伺服送进系统的夹钳夹持着,先在冲床主机中完成程序中的所有冲压加工,然无需重新定位,直接转入剪床主机中进行分剪,并将成品件及废料及时由输送机自动输出,连续完成整个加工过程。它具有快速、高效、低成本以及软件功能强等特点,很好地满足了柔性制造系统的要求。
数控分选码垛单元由皮带分选输送机、辊式输送定位台及数控吸料码垛机、交换式台车及托盘等部分组成。
皮带分选输送机位於主机输送工作台之,可翻转抬起与落下,从而打开与关闭落料通道,实现分选与输送功能,它包含废料和小件两个分选通道。
辊式输送台位於皮带分选输送机之,并安装有数控定位装置,对输送来的工件进行定位。
数控吸料码垛机为两轴数控,通过伺服电机控制吸盘架的移动定位,将辊式输送台上的工件吸起,并按照程序指令整齐码垛在托盘上的指定位置。对於较大工件,数控码垛机能够直接从主机工作台及大钣下料辅助台上吸取码垛,提高了效率。
工件码垛托盘有两个可交替选用,托盘由电动台车承载,从其上取走工件很方便。

图2 C1型板材FMS控制系统结构图 |
C1型钣材FMS的控制系统和工作流程
电气控制系统主要包括中央控制计算机、仓库及上料PLC控制器、主机数控系统、分选PLC控制器,加工管理软件、自动编程软件,以及相关通讯接口和其他局部控制装置等。从下面的图表中可以看出,中央控制计算机作为柔性加工系统的控制中枢,对其他各部分进行集中管理和监控,通过计划管理软件和自动编程软件,生成相应的程序并传送至仓库、上料、主机及分选单元的控制部分执行。采用日本三菱Q02H型PLC控制器,控制仓库及上料部分的运行;主机应用日本FANUC 18i 型数控系统,除控制主机的五个数控轴外,还同时控制分选单元的三个伺服轴;另外,分选单元还配置有日本三菱Q02H型PLC控制器,提供更全面的控制方式和功能。以上各部分相互协作,即可实现全线自动运行,又可由自动仓库及上料装置与主机联合组成冲剪加工单元,单独工作。
用户在中央控制计算机上由计划管理软件制订出加工计划,通过自动编程软件,对工艺过程、材料利用率等进行优化,并直接由工件图形生成完整的冲剪一体化加工程序,控制全线自动循环运行。其一般步骤为:仓库中托盘升降存取装置运行,将存放有待加工钣料的托盘由货格中取出,放入仓库的吸盘上料位。磁力分层装置靠近钣垛侧面,使最表层两张钣料彼此分离。钣料定位装置动作,将最上层钣料靠紧定位柱。上料装置运行至上料托盘上方停止,吸盘架下行,并在吸盘吸住钢钣返回,同时摆动吸盘动作,防止吸提双料。上料装置吸提钣料运行至主机工作台上方停止,工作台原点定位挡块升起,钣料夹钳打开。吸盘架带动钣料靠紧定位挡块,接着夹钳移动夹紧钣料,完成上料过程。上料装置释放钣料向仓库返回,根据程序指令选择到位停止或进入下一次吸钣循环。主机启动,执行加工程序,钣料先被完全冲压,然由剪床将工件及废料分剪并由皮带输送机输出,进入数控分选码垛单元并按钣料规格自动选择不同的方式处理。废料落入废料箱,较小工件落入小件料箱,一般工件先在辊式输送台上定位,然由数控码垛机吸放於下料台车托盘上的指定位置。下料过程完成,主机复位,重新进入下一个加工循环。
希望读者通过以上介绍,对当前国内钣金加工设备有更全面的了解。相信钣材柔性加工系统会日益完善并成为钣材加工领域发展的方向和目标。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2015-4-10 21:48:55
发表于 2015-4-10 21:48:55



{kind=link}