航空发动机为航空器提供飞行所需动力的发动机。发动机研究和发展工作的特点是技术难度大、耗资多、周期长,发动机对飞机的性能以及飞机研制的成败和进度有着决定性的影响,而且发动机技术具有良好的军民两用特性,对国防和国民经济有重要意义。
航空发动机是飞机的核心部件,其主要作用是产生拉力或推力,使飞机前进。机匣作为其中重要的承力部件,在发动机工作时,承受气体负载和质量惯性力,还承受由温差引起的热载荷,是发动机的重要部件之一。设计中为了实现航空发动机减重增效,机匣通常采用薄壁、整体回转结构,材料多为钛合金、高温合金等难加工材料,导致机匣在实际加工中存在诸多问题,其中加工变形难以控制最为突出。针对机匣类零件数控加工变形控制,国内外进行了大量相关研究。徐金梅[1]研究了铸镁附件机匣从毛坯至成品全过程中变形控制和检查的方法。李山[2]基于数字化条件下研究了机匣加工工艺优化过程,以实现机匣高质高效加工。Li.B等人[3]分析了接触变形所导致的工件刚体位移,并建立其与工件加工误差的映射关系;秦国华[4]等人系统地提出一个分析与优选夹紧力大小、作用点以及夹紧顺序的通用方法,通过优化装夹方案控制加工变形,系统地提出一个分析与优选夹紧力大小、作用点以及夹紧顺序的通用方法。S. Ratchev[5-6]等人研究了切削力造成薄壁件加工变形的影响规律,并通过优化刀位轨迹进行误差补偿。R Izamshah[7]等人基于有限元和静态分析,建立了钛合金薄壁整体零件关于切削参数的加工变形模型。陈蔚芳[8]研究薄壁件加工过程中受力变形产生的回弹误差控制,提出了加工路径补偿方法。孙杰[9]等人研究了残余应力对航空整体结构件加工变形的影响,对单向应力作用的矩形截面梁在剥层过程中的变形挠度值进行了求解。 本文分析了机匣在加工中产生变形的主要原因,从加工工艺出发,利用有限元分析等方法,提出了机匣加工工艺优化方案,并结合试验进行了验证。 机匣加工工艺优化策略 发动机机匣是由各部分具备不同结构和功用的机匣组合件焊接而成的,加工变形以及焊接变形是影响机匣精度的两个主要因素。本文主要针对机匣切削加工过程,分析产生变形的原因,并提出控制变形的工艺优化策略。 1机匣加工变形因素 机匣是典型的薄壁结构零件,刚度不足引起的加工变形是影响尺寸精度的主要原因[10]。通常情况下,影响变形的主要因素为以下3个方面: (1)装夹变形。 机匣零件装夹变形是由于零件刚度较差,在装夹力的作用下,导致端面不平以及薄壁处变形。 (2)切削力产生的变形。 切削加工时由于零件刚度不足,在切削力作用下产生弹性让刀变形。变形主要发生在薄壁处,终检时问题多表现为圆跳动量过大甚至超差。 (3)残余应力释放产生的变形 零件加工后,原本平衡的内应力状态遭到破坏,因此需通过变形达到新的平衡。这是残余应力引起零件变形的原因。 2变形控制策略分析。 针对变形影响3个主要因素,实际生产过程中,工艺控制方案主要包括装夹方式优化、切削参数优化、余量分布及走刀方式优化。 (1)装夹方式优化。 装夹的主要是保证加工过程中零件可靠的定位。其优化主要考虑3个因素:装夹位置、装夹顺序以及加载方式,主要目的是控制装夹力造成的工件变形。 (2)工艺参数优化。 加工过程中产生的切削力以及残余应力与加工工艺参数密切相关。通过优选工艺参数,在保证加工效率的前提下,减小切削力和残余应力,从而抑制加工中产生的变形。 (3)余量及走加工顺序优化。 加工余量不均匀,会导致切削过程中,切削深度在一定范围内波动,因此会造成切削力以及残余应力大小及分布的不断变化,影响零件的加工精度。对于机匣类零件,以变形控制为目的的余量优化原则,主要是保证精加工过程中,余量最小且均匀化。其中,最小余量应能确保粗加工热处理后,零件变形量不会导致精加工余量不足,致使零件超差。 机匣加工变形控制 风扇机匣在航空发动机工作过程中具有重要的作用,其结构组件主要包括机匣外环,机匣内环以及叶片。某型号发动机中,机匣外环采用TC4材料,具有整体回转结构,薄壁处壁厚为2mm,机匣最小内径大于840mm,是典型的薄壁零件,且加工中变形问题突出,主要表现为薄壁处加工精度较差,加工完成后,在卸除装夹的自由状态下,测得径向圆跳动量较大(约为0.2mm),超出设计要求的误差范围(0.1mm)。由于风扇机匣外环结构、材料以及加工过程中变形问题具有代表性,因此以其作为实例,基于变形控制为目的,进行了加工工艺方案优化。 1风扇机匣装夹方式优化 基于机匣的结构特征可知,一般情况下,机匣上下两个端面均需要作为加工基准,因此两端面的加工精度对机匣整体的加工质量影响重大。常规的压紧力加载方式主要包括轴向压紧和径向压紧,在对上端面进行加工时,作为基准的下端面由于存在平面度误差,采用轴向压紧时,压紧力加载会造成整个机匣零件产生变形。利用Abaqus有限元分析软件,模拟了风扇机匣轴向压紧时的变形情况。为了简化模型,在基准面圆周方向均匀分布4点,其中3个点设置为完全固定约束,另一点施加0.05mm的轴向位移量,仿真结果如图1所示。 
图1轴向压紧变形云图 其中,风扇机匣上端面部分变形较大,约为0.052mm。加工后卸除装夹,零件会产生变形回弹,上端面也因此产生变形,再以平面度误差相对较大的上端面作为基准进行加工时,后续加工更加难以保证精度。因此对基准端面的进行加工时,尽可能采取径向压紧的方式。 由于机匣零件一般径向刚度小,除基准面之外的加工工序,应尽可能采用轴向压紧方式,这样能减小装夹力引起薄壁处变形,从而提高零件的加工精度。 2风扇机匣车削工艺参数优化 车削是机匣类零件的主要加工方式之一。由于风扇机匣外环零件为完全的回转体,因此从粗加工至精加工,均采用车削加工方式。 2.1工艺参数对切削力的影响 工艺参数对切削力的影响,一般可以通过切削试验或者仿真试验得到,由于仿真试验易于实现,且成本低廉,本文利用AdvantEdge有限元分析软件,对车削加工TC4材料进行了仿真,其中刀具前角 γ0为5°;后角α0为10°;刃口半径为0.02mm,Fx 方向为切向力,Fy 方向为径向力。单因素仿真试验结果如表1~3所示。 表1 切深ap对切削力的影响 
表2进给进度 f 对切削力的影响 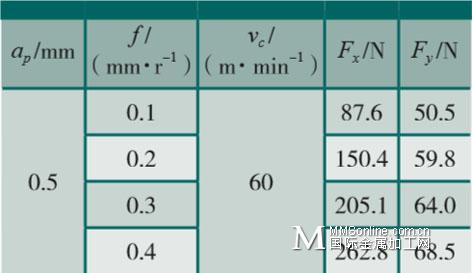
表3切削速度 vc 对切削力的影响 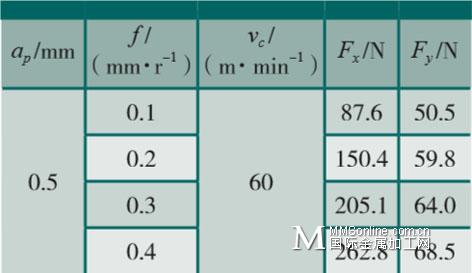
通过回归分析,根据仿真试验结果,可以计算出切削力的经验公式: 
通过经验公式可知,切深是影响切削力大小的主要因素,其次为进给率,切削速度影响最小。通常可以通过减小切深和进给,提高切削速度获来控制加工中切削力大小,并保证加工效率。但切削速度过大,会产生大量切削热,由于TC4材料导热性能差(热导率为6.7W/m·K),且熔点不高(1604℃~1660℃),切削热过大会影响零件表面质量。 2.2工艺参数对残余应力的影响 基于AdvantEdge有限元分析软件,对不同切削参数下残余应力沿深度方向的分布进行了分析。 切削深度对残余残余应力影响很小;对残余应力影响最大的为进给速度,其次为切削速度,其变化规律如图2、图3所示。为了控制残余应力释放带来的加工变形,加工过程中应尽可能保证将存在残余应力部分的材料去除掉。在不同的切削参数下,残余应力在距离加工表面0.3mm以下的位置,应力大小几乎接近零,因此精加工过程中,应尽可能保证切深大于0.3mm。同时,最后一刀切削应采用较小的进给速度,确保精加工后表面残余应力大小和分布深度均较小。 
图2 残余应力随进给变化规律 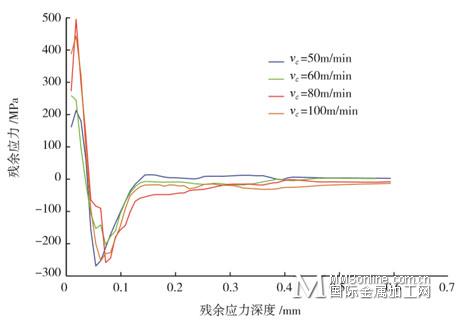
图3 残余应力随切削速度变化规律 3风扇机匣加工余量及走刀方式优化 采用原工艺加工风扇机匣精加工余量不均匀,导致切削力波动较大,切削效率不高。因此采取余量均匀化的分配原则,粗加工过后风扇机匣外环的余量为1.2mm。加工过程中,采取内外型面对称方式加工,即采用相同的切削参数依次加工内外型面,保证一次对称加工后内外型面有相近的残余应力状态,减小残余应力释放产生的扭曲变形。 最终综合考虑各个变形因素的控制方法,生成的风扇机匣外环加工工艺路线。表4列举了精车小端时内外型面加工工艺参数。 表4风扇机匣小端薄壁处工艺路线 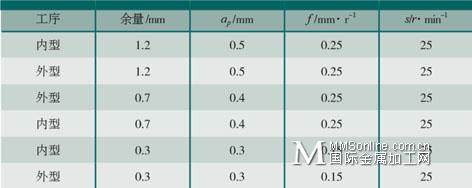
实验结果与分析 按照优化工艺,对风扇机匣外环毛坯进行加工,精加工完成后利用三坐标测量仪测量薄壁处的径向圆跳动量。 1实验设备 加工设备:YV1200-ATC立式车床,主电机功率:37kW,主轴转速范围:350r/min,最大旋转直径φ1600mm,FANUC数控系统。 检测设备:Global Status 121510三坐标测量机,测量行程: :X×Y×Z(mm)1200×1500×1000;测量精度:示值误差(MPEE)3.7+4L/1000,探测误差(MPEP)3.4。 2测量结果 如图4所示,沿机匣回转轴,利用三坐标测量机,对5个不同轴向高度位置的薄壁外圆进行测量,每个圆周测量等分的32个点。测量结果如表5所示。 
图4 测量位置轴向分布示意图 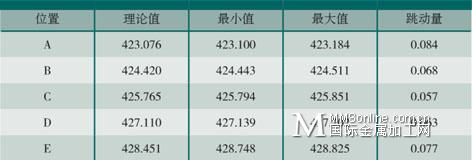
表5零件圆跳动量测量结果
从测量结果来看,机匣零件薄壁处圆跳动误差均小于0.10mm,满足设计精度要求。 结论 机匣加工变形控制涉及到加工过程中的各个环节以及彼此之间的相互影响。本文基于有限元仿真分析,提出了一种机匣类零件数控加工变形控制方法,最终通过加工实验验证了变形控制方案的有效性,并得出以下结论: (1)机匣类零件,薄壁结构是造成加工变形的主要原因,变形主要体现在薄壁圆跳动和端面平面度误差过大。 (2)端面基准加工时应采取径向夹紧,薄壁处加工采用轴向压紧,可减小夹紧力造成了加工误差。基于有限元仿真研究工艺参数与切削力、残余应力之间的关系,通过优化工艺参数减小切削力以及残余应力,可以有效控制机匣零件加工变形量。 (3)在不采用内壁支撑结构的装夹时,加工中可采取对称式的切削方式对薄壁两次分别加工,可以减小加工变形量。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )




 发表于 2015-4-28 11:37:23
发表于 2015-4-28 11:37:23


{kind=link}