本帖最后由 西钛珂 于 2015-5-7 14:29 编辑
1.轴套类零件
这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件
这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。 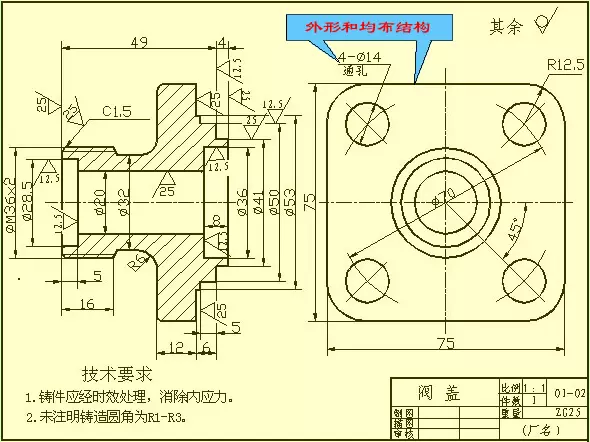
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件
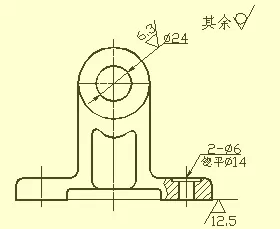
这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、数控微信公号cncdar断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。 
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。尺寸标注方法参见图。
4.箱体类零件
一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。这类零件一般有阀体、泵体、减速器箱体等零件。在选择主视图时,主要考虑工作位置和形状特征。选用其它视图时,应根据实际情况采用适当的剖视、断面、局部视图和斜视图等多种辅助视图,以清晰地表达零件的内外结构。
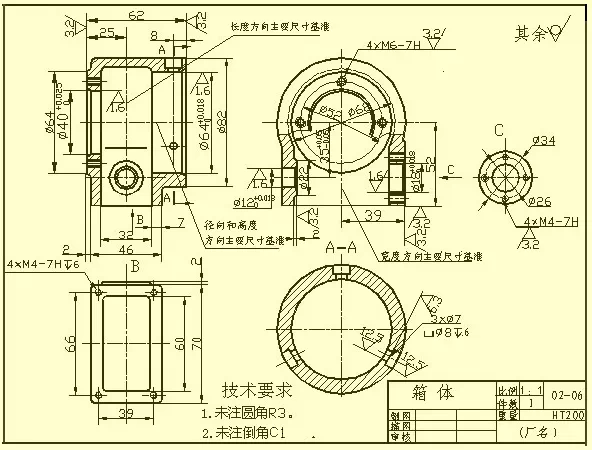
在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸。
5.零件常见结构的尺寸注法
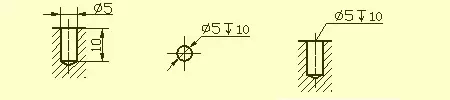
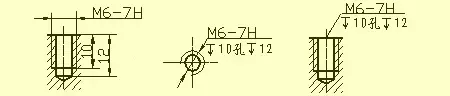
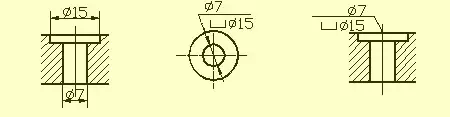
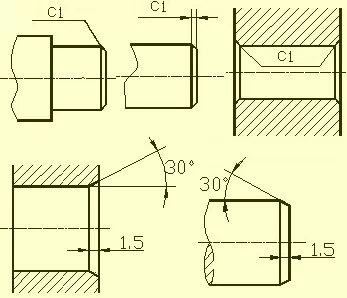
常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔
螺纹孔
沉孔
锪平孔
倒角
1.介绍表面粗糙度的概念及主要评定参数
1)表面粗糙度的概念
零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。零件表面粗糙度是也是评定零件表面质量的一项技术指标,数控微信公号cncdar它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
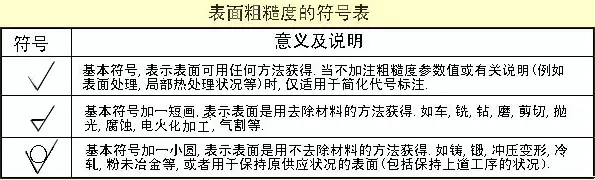
2)表面粗糙度的代号、符号及其标注 GB/T 131-1993规定了表面粗糙度代号及其注法。图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数
零件表面粗糙度的评定参数有:
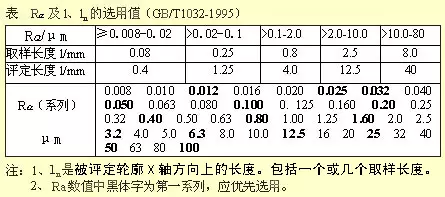
1)) 轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。Ra的数值及取样长度l见表。
2))轮廓最大高度(Rz)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用Ra参数。 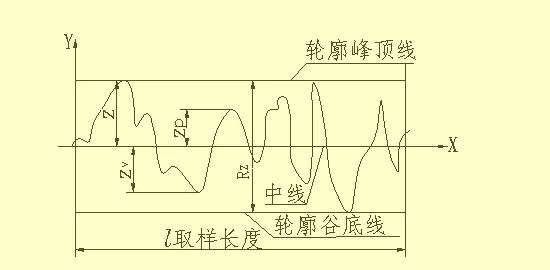
2.表面粗糙度的标注要求
4) 表面粗糙度的代号标注示例
表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向
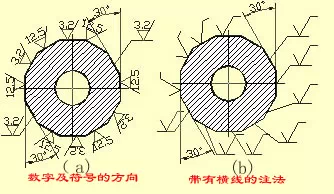
5) 表面粗糙度代(符号)在图样上的标注方法
1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例 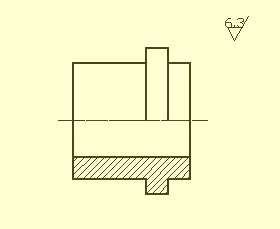
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。当空间狭小或不便标注时可以引出标注。 当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,数控微信公号cncdar当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"或"全部"两字。凡统一标注的表面粗糙度代(符)号及说明文字,其高度均应该是图样标注的1.4倍。 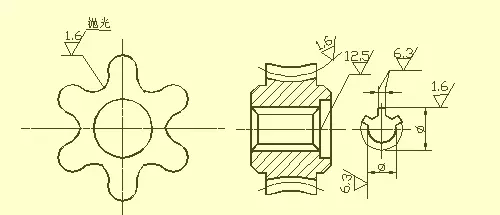
零件上连续表面、重复要素(如孔、齿、槽等)的表面和用细实线连接不连续的同一表面,其表面粗糙度代(符)号只注一次 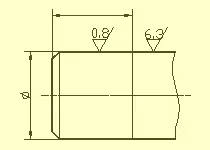
同一表面上有不同的表面粗糙度要求时,应用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸。 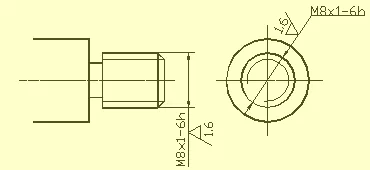
齿轮、螺纹等工作表面没有画出齿(牙)形时,其表面粗糙度代(符)号注法见图。 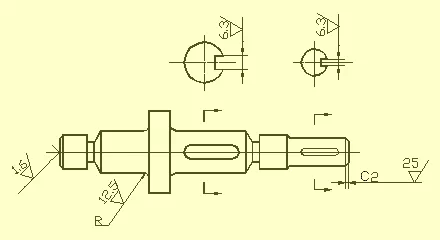
中心孔的工作表面,键槽的工作表面,倒角,圆角的表面粗糙度代号可以简化标注。 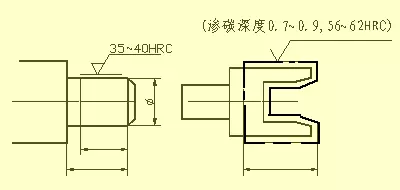
需要将零件局部热处理或局部镀(涂)覆时,应用粗点画线画出其范围并标注出相应尺寸,也可将其要求注写在表面粗糙度符号长边的横线上。
2.标准公差和基本偏差
为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)
标准公差的数值由基本尺寸和公差等级来决定。其中公差等级是确定尺寸精确程度的标记。标准公差分为20级,即IT01,IT0,IT1,…,IT18。其尺寸精确程度从IT01到IT18依次降低。标准公差的具体数值见有关标准。 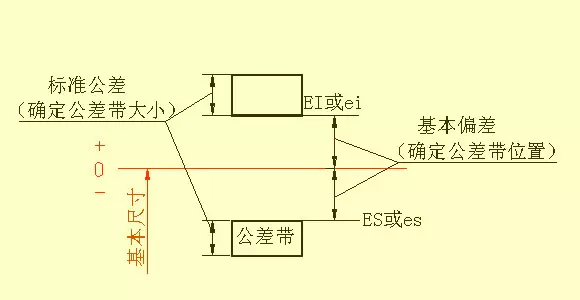
2)基本偏差
基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。基本偏差共有28个,数控微信公号cncdar代号用拉丁字母表示,大写为孔,小写为轴。从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差; ,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。 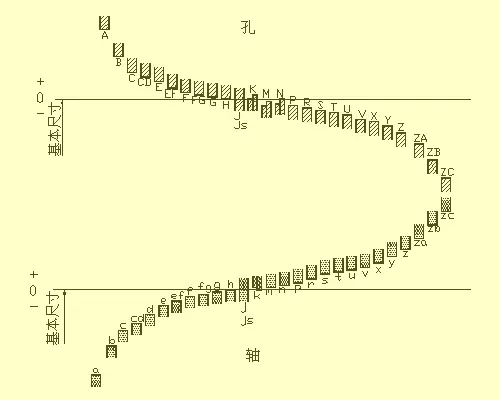
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:
ES=EI+IT 或 EI=ES-IT ei=es-IT或 es=ei+IT
孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
配合
基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:
1)间隙配合:孔与轴装配时,有间隙(包括最小间隙等于零)的配合。孔的公差带在轴的公差带之上。
2)过渡配合:孔与轴装配时,可能有间隙或过盈的配合。孔的公差带与轴的公差带互相交叠。
3)过盈配合:孔与轴装配时有过盈(包括最小过盈等于零)的配合。孔的公差带在轴的公差带之下。 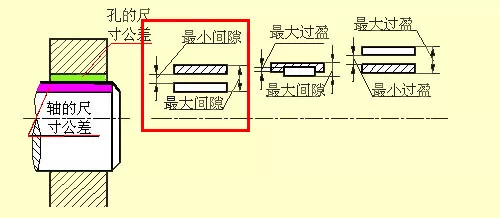
基准制:
在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。根据生产实际的需要,国家标准规定了两种基准制。
1)基孔制(如左下图所示)
基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。见左下图。基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
2)基轴制(如右下图所示)
基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。见右下图。基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。 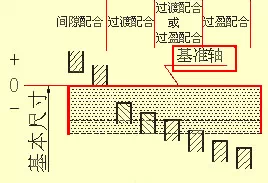
配合代号
配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。数控微信公号cncdar凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。
例如 φ25H7/g6的含义是指该配合的基本尺寸为φ25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如 φ25N7/h6 的含义是指该配合的基本尺寸为φ25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )




 发表于 2015-5-7 14:27:21
发表于 2015-5-7 14:27:21


{kind=link}