|
数控机床加工中心的刀具补偿(偏置)概念在我们生活中应用很多。例如,汽车驾驶员在驾驶汽车绕过一块石头的时候,会让汽车靠石头的一边绕过石头,而且要考虑到汽车是有一定宽度的,所以让汽车中心线远离石头至少半个车宽的距离。二十世纪六七十年代的数控加工中没有补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,容易产生错误。补偿的概念出现以后极大地提高了编程的工作效率。
在数控加工中有三种补偿:刀具半径补偿、刀具长度补偿、夹具补偿。 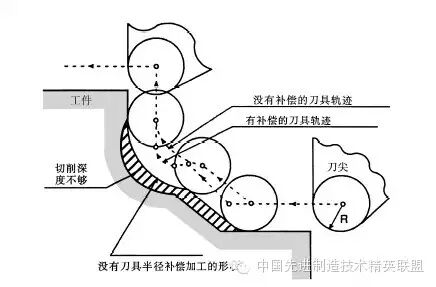
1.刀具半径补偿
如果CNC系统具有三维刀具半径补偿功能,切削加工的刀位点数据实际上是由CNC系统进行计算,因此,三维刀具半径补偿原理与刀位点数据计算原理是一致的。所谓刀位点数据是指准确确定刀具在加工过程中每一位置所需的资料。计算刀位点的资料,既可以是刀心点的坐标,也可以是刀尖点的坐标,本文统一采用刀心点的坐标。那么数控机床操作人员测量刀具长度都是从刀心点开始计算,而不能从刀尖点开始计算。
2.刀具长度补偿
刀具长度补偿是实现刀尖圆弧中心轨迹与刀架中心轨迹之间的转换。但是实际上我们不能直接测得这两个中心点之间的距离向量,而仅能测得刀尖圆弧上某点到刀架中心的距离。根据是否要考虑刀尖圆弧半径补偿,长度补偿可以分两种情况。一种是先没有考虑刀具半径补偿的刀具长度补偿,另一种是先考虑刀具半径补偿的刀具长度补偿。
3.夹具补偿
像刀具长度补偿和半径补偿一样让编程者可以不用考虑刀具的长短和大小,夹具偏置可以让编程者不考虑工件夹具的位置而使用夹具偏置。当一台加工中心在加工小的工件时,工装上一次可以装夹几个工件,编程者不用考虑每一个工件在编程时的坐标零点,而只需按照各自的编程零点进行编程,然后使用夹具偏置来移动机床在每一个工件上的编程零点。夹具偏置是使用夹具偏置指令G54~G59来执行的。还有一种方法就是使用G92 指令设定坐标系。当一个工件加工完成之后,加工下一个工件时使用G92指令来重新设定新的工件坐标系。上面是在数控加工中常用的三种补偿,它给我们的编程和加工带来很大的方便,能大大地提高工作效率。 下面着重介绍数控加工中三种补偿中的刀具半径补偿。
一、刀具半径补偿的基本概念
(一)什么是刀具半径补偿
根据按零件轮廓编制的程序和预先设定的偏置参数,实时自动生成刀具中心轨迹的功能成为刀具半径补偿功能。
(二)刀具半径功能的主要用途
(1)由于刀具的磨损或因换刀引起的刀具半径变化时,不必重新编程,只需修改相应的偏置参数即可。
(2)加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。【金属加工微信,内容不错,值得关注!】
(三)刀具半径补偿的常用方法
1.B刀补
特点:刀具中心轨迹的段间都是用圆弧连接过渡。
优点:算法简单,实现容易。
缺点:
(1)外轮廓加工时,由于圆弧连接时,刀具始终在一点切削,外轮廓尖角被加工成小圆角。
(2)内轮廓加工时,必须由编程人员人为的加一个辅助的过渡圆弧,且必须保证过渡圆弧的半径大于刀具半径。这样:一是增加编程工作难度;二是稍有疏忽,过渡圆弧半径小于刀具半径时,会因刀具干涉而产生过切,使加工零件报废。
2.C刀补
特点:刀具中心轨迹段间采用直线连接过渡。直接实时自动计算刀具中心轨迹的转接交点。
优点:尖角工艺性好;在加工内轮廓时,可实现过切自动预报。
两种刀补在处理方法上的区别:
B刀补采用读一段,算一段,走一段的处理方法。故无法预计刀具半径造成的下一段轨迹对本段轨迹的影响。
C刀补采用一次对两段进行处理的方法。先处理本段,再根据下一段来确定刀具中心轨迹的段间过渡状态,从而完成本段刀补运算处理。
二、刀具半径补偿的工作原理
(一)刀具半径补偿的过程
刀具半径补偿的过程分三步。
1.刀补建立
刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏离一个偏置量的距离。不能进行零件的加工。
2.刀补进行
刀具中心轨迹与编程轨迹始终偏离一个偏置量的距离。
3.刀补撤消
刀具撤离工件,使刀具中心轨迹终点与编程轨迹终点(如起刀点)重合。不能进行加工。
(二)C机能刀具半径补偿的转接形式和过渡方式
1.转接形式
随着前后两段编程轨迹线形的不同,相应的刀具中心轨迹有不同的转接形式。CNC系统都有直线和圆弧插补功能,对这两种线形组成的编程轨迹,有四种转接形式:
(1)直线有直线转接;
(2)直线与圆弧转接;
(3)圆弧与直线转接;
(4)圆弧与圆弧转接。
2.过渡方式 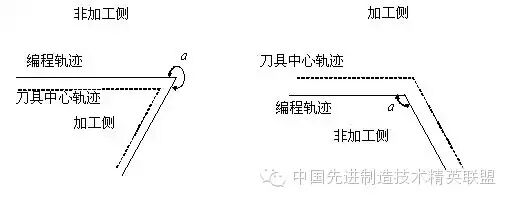
图1
矢量夹角α:两编程轨迹在交点处非加工侧的夹角。如图1所示。
根据矢量夹角和刀补方向(G41/G42),从一编程段到另一编程段的连接方式(过渡方式)有三种:
缩短型: α≥1800
伸长型: 900≤α≤1800
插入型: 00≤α≤900
(三)刀具中心轨迹的转接形式和过渡方式列表 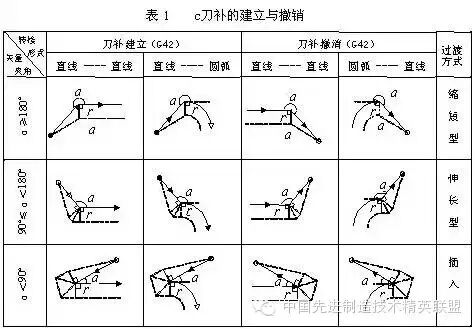
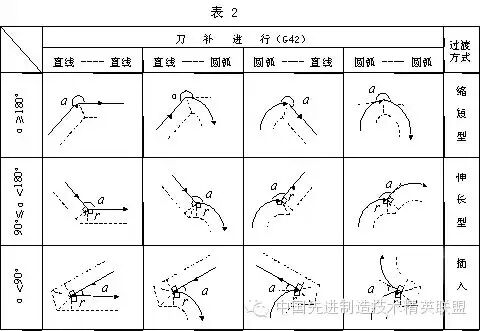
表1、表2给出了四种转接形式的三种过渡方式在插补过程(三步)中的刀具中心轨迹的列表。表中,实线---编程轨迹,虚线---刀具中心轨迹,箭头---走刀方向,α---矢量夹角,r—刀具中心偏置量。【金属加工微信,内容不错,值得关注!】
对刀补建立程序段:
当本段编程轨迹与下段编程轨迹为非缩短型时,刀具中心将从起刀点快速走到本段编程轨迹终点处的刀具半径矢量的顶点;当为缩短型时,刀具中心将从起刀点快速走到下段编程轨迹起点处的刀具半径矢量的顶点。
对刀补撤消程序段:
当本段编程轨迹与下段编程轨迹为非缩短型时,刀具中心将从撤消段编程轨迹起点处的刀具半径矢量的顶点走到编程终点;当为缩短型时,刀具中心将从上段编程轨迹终点处刀具半径矢量的顶点快速走到编程轨迹终点。
(四)刀具中心轨迹的计算
计算依据:
编程轨迹和刀具中心偏置量。
图2
计算任务:
计算出刀具中心轨迹各组成线段的各交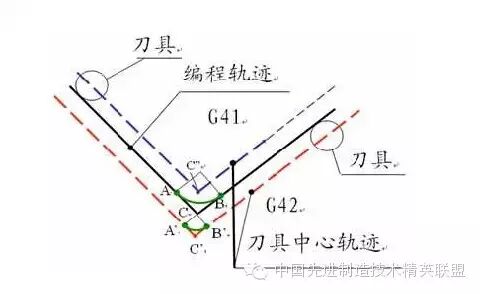
点的值,如图2,即计算J,K,C,Cˊ点的坐标值。
计算的已知量:
刀具半径矢量( ),编程矢量( ),编程矢量( ),矢量夹角α。 ),矢量夹角α。
计算方法:
J点和K点可根据刀具半径矢量的模量和方向(垂直于编程矢量)计算。
C点和Cˊ点的坐标可有已知矢量的几何关系计算。【金属加工微信,内容不错,值得关注!】
(五)刀具补偿的实例 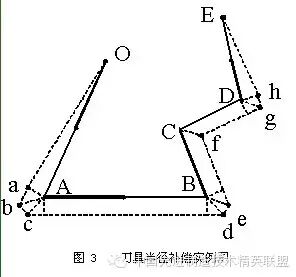
图3
下面说明刀具半径补偿的工作过程。如图3。
(1)读入OA,判断是刀补建立。
(2)读入AB,根据矢量夹角小于90°过渡方式为插入型。则计算a,b,c的坐标值,输出线段Oa、ab、bc,作为刀心轨迹,进行插补。
(3)读入BC,根据矢量夹角小于90°过渡方式为插入型。则计算d、e的坐标值,输出线段cd、de,作为刀心轨迹,进行插补。
(4)读入CD,根据矢量夹角大于180°过渡方式为缩短型。则计算f的坐标值,输出线段ef,作为刀心轨迹,进行插补。
(5)读入DE,判断是刀补撤消,根据矢量夹角大于90°而小于180°,过渡方式为伸长型。则计算g、h的坐标值,输出线段fg、gh、hE,作为刀心轨迹,进行插补。
(6)刀具半径补偿处理结束。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )




 发表于 2015-5-11 11:35:08
发表于 2015-5-11 11:35:08


{kind=link}