|
制定零件加工工艺方案时,首先要根据零件的精度、粗糙度、表面处理等要求确定各表面的加工方法,考虑划分粗、半粗、精等加工阶段,并安排好各加工阶段的具体加工内容。 按一定步骤安排的加工内容称为工步。几种不同加工内容(工步)在一台机床上连续作业集中构成一个工序,称为工序集中(或称工序集约化);分散在几台不同机床上分别加工构成多个工序,称之为工序分散。在机械制造的发展过程中,先后经历了“集中—分散—集中”的发展阶段。工序集中与工序分散各有优缺点。 工序集中具有以下优点: □ 由于采用了加工中心、复合加工中心、多功能刀具等,减少了工序数、缩短了工艺路线,简化了生产计划,节省了工件安装、运输等辅助时间,大大提高了生产效率; □ 减少了机床设备数量,相应地减少了操作工人数和生产面积; □ 减少了加工时间,缩短了加工周期; □ 减少工件安装次数,这不仅提高了生产率,且由于在一次安装中,可加工许多表面,易于保证它们之间的相互位置精度。 随着数控加工技术的进步,多品种小批量生产的发展扩大,加工中心特别是近期复合加工中心的产生与发展,工序集中显示出它更大的优势。 20世纪90年代开发制成的五面体加工中心实现了箱体零件铣、镗、钻的集中加工。近年来,许多机床公司在数控车床上增加铣削加工功能,完成车铣复合加工,甚至达到全部加工。 在此,我们不述及机床上的种种新机构及它们所能完成的多种表面加工功能,而着重谈谈新开发的多功能工具。使用多功能刀具在较简单价廉的加工中心上,也能完成多种表面加工,从而在不需要复杂机床的条件下,高效地实现一定程度的工序集中,减少了初期昂贵的设备投资,这是一种更易于实现的工序集中方法。 近年来,各大刀具公司纷纷研究开发出许多多功能刀具,特别在模具加工中,多功能的立铣刀发展尤为迅速。在此,我们将对三菱综合材料公司研制的多类多功能立铣刀加以详细介绍。 1、AQX型立铣刀 AQX型立铣刀使用同一类型尺寸的特殊斜长方刀片2-4片,因此管理方便,刀片损伤了只要更换刀片安装位置即可继续加工,每片刀片可使用2个刀角。该刀片有两种刃型,一为M级精度M2型刀片,其刃口具有平棱、刀头强度大,适宜在多种切削条件下加工多种材料,M级刀片为直接模压制成,价格低廉;二为G级精度的G1刃型,其四周经过磨削,精度高、前角大、切削锋利,适宜加工高精度的铝合金。 AQX型立铣刀所用刀片材料共3种:一为用超微粒硬质合金TF15再加用先进miracle技术的(A1Ti)N涂层,即VP15TF材料。它既耐磨又耐缺损、破损(崩刃),适宜加工的材料从软钢到淬火钢,从铸铁到合金钢。二为耐热性能、抗振性也好的VP30RT材料,适宜加工不锈钢、耐热钢等材料。三为普通K10类硬质合金HTi10,适合加工铝合金。AQX型立铣刀可加工表面如图1所示。 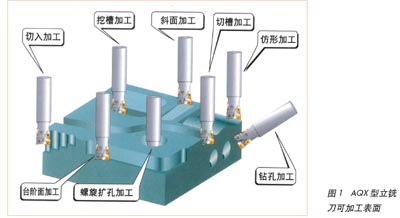
AQX型立铣刀有装2片刀片的短刃型和装4片刀片的长刃型两类。不管哪类,顶端的刀片,一片是立装,一片是卧装。卧装的刀片过中心,故可以用它来钻孔,甚至还可在斜面或圆柱面上钻孔或加工出深孔(如图2所示)。 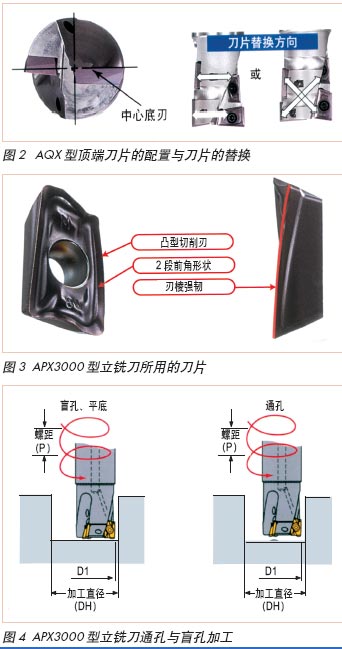
AQX型立铣刀中心刃向内凹入,这样的结构可使它能斜向切入加工出斜面。正是这个功能使它能不断切入进给加工出孔、深的台阶面、型槽,以及用螺旋进给方法进行扩孔加工。由于结构限制内凹角不大,故工艺上也有一点限制,其可加工斜面斜角不大于3°,若过大排屑性不好;其钻孔深度不深,一般在立铣刀直径的1/2以内;螺旋进给扩孔加工的最小直径是立铣刀直径的1.2倍,最大的是1.8倍。 AQX型立铣刀的柄径比刃径略小,对工件深处加工时,刀柄不会对工件壁面产生干涉。其刀体中有冷却孔,内可通冷却液,加工中可使刀头冷却,延长其使用寿命。AQX型立铣刀最小直径16,最大直径50。 2、APX3000型立铣刀 同AQX型立铣刀一样,APX3000型立铣刀也可以加工平面、台阶台、槽、型槽、斜面,螺旋进给扩孔尚可三维仿形加工。但它的底刃不过中心,不能钻孔,加工深孔。 带柄的APX3000型直径范围为直径12-直径63,如面铣刀带较大内孔的可装上刀柄使用,最大直径可达直径100。据直径大小与加工要求,刀齿数为1-11。和AQX一样,它使用的刀片形状与尺寸只有一种,但刀尖圆弧半径有7种。为适应不同的转角加工要求,刀片设计精确运用了切削模拟技术,使此刀片在切削时切削力降至最低,切削热产生得最少,切削锋利轻快;切削切泽灰白,不发紫发黑。因此,可在刚性低的机床上使用,可对刚性低的薄壁零件进行高效加工。APX3000型立铣刀所用的刀片如图3所示。 APX3000型立铣刀据其不同直径可加工最大的斜角与最小移动距离可据L=ap/tanα而定。其中,α为斜角,ap为切深,L为最小移动距离。螺旋进给扩孔加工时,不论是扩通孔还是扩盲孔,且尚须加工盲孔平度面,其可加工最大直径、最小直径与最大螺距有一定限制。图4所示为使用APX3000型立铣刀通孔与盲孔加工。 APX3000型立铣刀使用刀片的材料与AQX型立铣刀相同,牌子也是VP15TF与VP20RT。前者适应各种钢与铸铁加工,后者尤适于不锈钢等加工。 3、BXD型立铣刀(如图5所示) 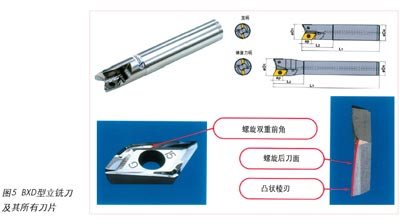
BXD型立铣刀前端两刀片构成内凹角达60°,故斜面加工斜角可大,如BXD4000(直径25)加工斜面可达20°,BXD7000(直径4000)加工斜面可达13 °。加工型槽时,由于内凹角大,虽无中心刃但也可以切入加工,钻深达5mm,切入后如果沿X向、Y向进给可以把钻入中心留下的未加工到的圆锥切除,完成槽与型槽的加工。 BXD型立铣刀与AP3000立铣刀一样有带柄型(直径20-直径40)与面铣刀型(直径40-直径125)两类。带柄型的长度有标准型、长型、特长型3种,以适应不同型腔深度的加工,齿数也是由1-7齿。 BXD型立铣刀刀片设计成双重前角,螺旋形后刀面凸状刀棱,使切削力降低,并提高了其抗崩刃性。其可加工的各种表面如图6所示。 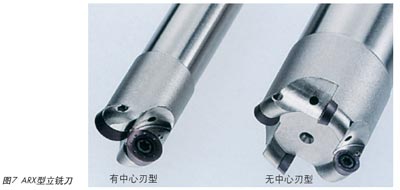
BXD型立铣刀刀片的材料有同AQX、APX3000的通用既耐磨又耐缺损、破损的VP15TF。此外,还有专适铝合金加工的无涂层的超细微粒合金的TF15,与耐熔结性极佳的在TF15基体涂以类金刚石的LC15TF。 BXD型立铣刀具有专利的刀片安装与防飞散AF1结构,故能适应高速加工。切削铝合金时,切削速度可高达3000m/min,每齿进给量可达0.5mm,可以实现每分钟排出切屑3000C.C以上。同时,它也可以以较低切削速度加工淬火钢、耐热合金、钛合金等。由于自身刀片精度高,加工立面的精度也很高。 以上几种多功能立铣刀刀片呈长方形,外周刃大致垂直工作台平面。此外,三菱还有几种使用圆形刀片,构成圆弧头形的多功能立铣刀。 1、BRP型立铣刀 BRP型立铣刀的直径范围为直径16-直径63,使用直径8-直径16圆形刀片。它可以完成平面粗加工、型槽挖握加工、台阶面加工,以及包含平面的仿形加工、加工转角圆弧等。 2、ARX型立铣刀(如图7所示) 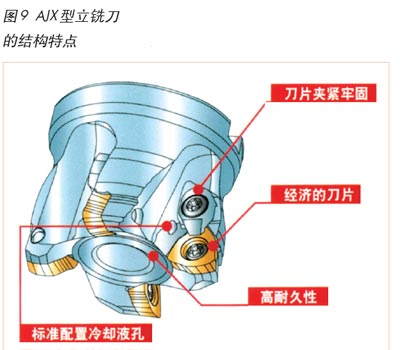
ARX型直径范围为直径12-直径25,使用直径5-直径7刀片。若是立铣刀上有2片刀片,2刀片直径和正好是立铣刀外径,就表明实际中心有刃,中心部也可以加工。 ARX型立铣刀有三种型号具有中心刃,直径大、多刃的ARX型立铣刀中心无刃。ARX型立铣刀可以切入加工、型槽加工、台阶面加工、切斜面、仿形加工、切槽、螺旋进给扩孔。ARX型、BRP型以及DCTACUT型立铣刀采用圆刀片时,都构成转角成圆弧头型的立铣刀。圆弧头型立铣刀加工平面时,效率比球头高,加工表面粗糙度远比球头立铣刀高,且可加工台阶面转角的R。 3、OCTACUT型立铣刀 OCTACUT型立铣刀可以装圆形刀片也可以装8角形刀片,直径范围为直径32-直径160。其可加工表面如图8所示。 4、AJX型立铣刀 独特合理的刀片与本体安装结构,使其可进行大进给高效加工平面、槽,也能进行型槽、斜面、螺旋进给扩孔等的加工。由图9可知AJX型立铣刀所用的刀片形状,可知使其受力方向接近轴向、径向受力小,故可实现大进给的高效加工;每刀齿的进给量从1-3mm多。因有平的副刀刃,故尽管进给量大,加工表面粗糙度却很低。 加工平面、槽、型面时的高效高质量,让AJX型立铣刀深受客户欢迎。同时,它也可以加工斜面与螺旋进给扩孔,但有一定的限制。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2016-7-14 08:40:12
发表于 2016-7-14 08:40:12


{kind=link}