|
数控机床的工作过程:零件图工艺处理—数学处理—数控编程—程序输入—译码—数据处理—插补—伺服控制与加工 在数控机床上加工零件时,要事先根据零件加工图纸的要求确定零件加工路线、工艺参数和刀具数据,再按数控机床编程手册的有关规定编写零件数控加工程序,然后通过输入装置将数控加工程序输入到数控系统,在数控系统控制软件的支持下,经过处理与计算后,发出相应的控制指令,通过伺服系统使机床按预定的轨迹运动,从而进行零件的切削加工。数控机床加工零件的过程如图1所示。 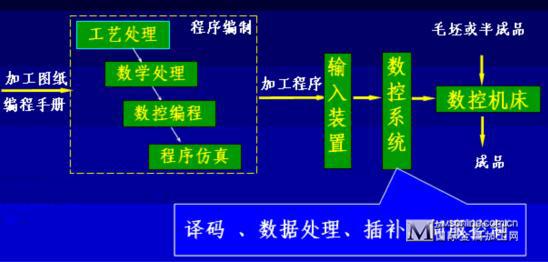
图1 数控机床的工作过程 在数控机床上加工零件的整个工作过程如下:
1.零件图工艺处理 拿到零件加工图纸后,应根据图纸,对工件的形状、尺寸、位置关系、技术要求进行分析,然后确定合理的加工方案、加工路线、装夹方式、刀具及切削参数、对刀点、换刀点,同时还要考虑所用数控机床的指令功能。
2.数学处理 在工艺处理后,应根据加工路线、图纸上的几何尺寸,计算刀具中心运动轨迹,获得刀位数据。如果数控系统有刀具补偿功能,则需要计算出轮廓轨迹上的坐标值。
3.数控编程 根据加工路线、工艺参数、刀位数据及数控系统规定的功能指令代码及程序段格式,编写数控加工程序。程序编完后,可存放在控制介质(如软盘、磁带)上。
4.程序输入 数控加工程序通过输入装置输入到数控系统。目前采用的输入方法主要有软驱、USB接口、RS232C接口、MDI手动输入、分布式数字控制(Direct Numerical Control ,DNC)接口、网络接口等。数控系统一般有两种不同的输入工作方式:一种是边输入边加工,DNC即属于此类工作方式;另一种是一次将零件数控加工程序输入到计算机内部的存储器,加工时再由存储器一段一段地往外读出,软驱、USB接口即属于此类工作方式。
5.译码 输入的程序中含有零件的轮廓信息(如直线的起点和终点坐标;圆弧的起点、终点、圆心坐标;孔的中心坐标、孔的深度等)、切削用量(进给速度、主轴转速)、辅助信息(换刀、冷却液开与关、主轴顺转与逆转等)。数控系统按一个程序段为单位,按照一定的语法规则把数控程序解释、翻译成计算机内部能识别的数据格式,并以一定的数据格式存放在指定的内存区内。在译码的同时还完成对程序段的语法检查。一旦有错,立即给出报警信息。
6.数据处理 数据处理程序一般包括刀具补偿、速度计算以及辅助功能的处理程序。刀具补偿有刀具半径补偿和刀具长度补偿。刀具半径补偿的任务是根据刀具半径补偿值和零件轮廓轨迹计算出刀具中心轨迹。刀具长度补偿的任务是根据刀具长度补偿值和程序值计算出刀具轴向实际移动值。速度计算是根据程序中所给的合成进给速度计算出各坐标轴运动方向的分速度。辅助功能的处理主要完成指令的识别、存储、设标志,这些指令大都是开关量信号,现代数控机床可由PLC控制。
7.插补 数控加工程序提供了刀具运动的起点、终点和运动轨迹,而刀具从起点沿直线或圆弧运动轨迹走向终点的过程则要通过数控系统的插补软件来控制。插补的任务就是通过插补计算程序,根据程序规定的进给速度要求,完成在轮廓起点和终点之间的中间点的坐标值计算,也即数据点的密化工作。
8.伺服控制与加工 伺服系统接受插补运算后的脉冲指令信号或插补周期内的位置增量信号,经放大后驱动伺服电机,带动机床的执行部件运动,从而加工出零件。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2016-8-23 17:03:50
发表于 2016-8-23 17:03:50


{kind=link}