|
我公司是一家生产汽车零部件的专业厂家,主要产品以轴杆类居多,批量大、品种多(如图1所示),产品供货进度要求紧迫,产品质量要求严格。为适应市场要求,在机加车工工序,采用数控车床进行加工。在以往生产中,沿用传统操作方法即先以B面对刀,输入Z向刀补值,循环启动完成B面及法兰外圆的车削;再以A面对刀输入Z向刀补值,循环启动完成杆部及C面的车削(两端面及中心孔事先加工完成)。该方法实际执行过程中存在着一些问题:由于采用手工对刀,个人技能差异对产品尺寸影响较大;在对刀面留下深浅不一的刀痕,影响该表面质量;每件产品均需手工对刀,增加了辅助加工时间且容易发生撞刀现象,对操作工技能要求较高;刀具在对刀时的停留及沿X向退出时均在毛坯表层相对硬度较高的氧化层进行切削,降低了刀具的使用奉命。 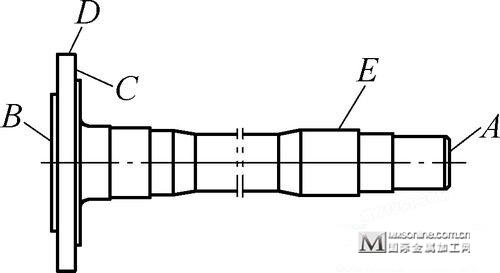
图 1
随着我国经济建设的快速发展,人力资源市场已经发生了一些改变,多数企业出现招工难的现象,特别是有熟练技能的数控车工更是缺口较大。靠以住通过个人技能来保证产品质量的方法已经不适应企业现代化规模生产现状。结合以往加工中出现的问题,制订出合理的加工路线及简单的操作方法,依靠工艺装备及设备性能的优势来保证产品质量、提高产品的加工效率、降低操作工的操作难度,成为企业需要解决的一件问题。经过详细的论证,结合企业现状制订出新的工艺如下:
(1)以D、E部外圆及B端面为基准铣削A、B两端面并打中心孔B4。
(2)以A面定位,E部外圆及B端中心孔为基准加工B部端面及D部外圆。
(3)以B面定位,D部外圆及A面中心孔为基准加工E部外圆及C部端面。
在此工艺路线中,工序1采用打中心孔铣端面机床,以B端面为基准铣削两端面控制全长尺寸,并打两端中心孔为后续加工提供加工基准;工序2用数控车床采用已加工表面A为轴向定位基准,可保证工件坐标系与机床坐标系相接的准确性,使后续加工零件装夹后位置统一,为数控无对刀操作提供了保证。首件工件在轴向以B端面对刀输入刀补值加工出B端面及D部外圆,经测量校验并微调后固化程序,后续工件则只需同样装夹后即可循环启动完成加工。此工序中E部外圆虽属未加工过的毛坯面,再次装夹后其轴线与A端中心孔轴线不完全重合,但其远离被加工部位,且与上工序夹持部位重合,加工后B端面及D部外圆的加工基准主要为B端中心孔,小端基准实际为辅助基准。加工后表面对两端中心孔的跳动量可控制在0.1mm以内,满足产品图样要求。该产品小端直径较小,不能直接用卡盘端面定位,需增加一定位套(见图2),其开口处供卡爪通过,外径与卡盘内孔配合,内底面为定位面。此装置以保证工件的稳定定位及顺利装夹。在工序3,以法兰已加工表面D为基准定位,其与B端中心孔为一次装夹时完成;以B端面为轴向定位基准,A端采用顶尖定位,其调试及加工方法与工序2相同。
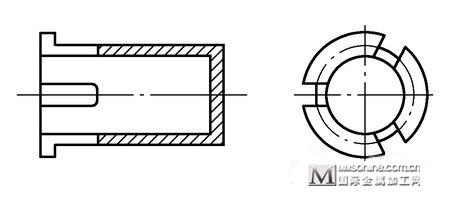
图2 定位套
此工艺操作方法在生产中得到了验证,经过实践对比,消除了以住对刀产生的刀痕;消除了由于对刀误差而产生的尺寸不稳定现象;工件切削时切削层均为工件表层以下的金属基体,消除了对刀过程中刀具的非正常磨损及撞刀现象,提高了刀具寿命;由于减少了对刀步骤,操作工的辅助加工时间缩短,提高了加工效率;更重要的是操作人员所执行的工作仅为正确装缷工件及简单的设备维护,大大降低了对数控操作人员的技能要求,工艺确定后一般人员经过简单的培训即可上岗,产品质量稳定,单人可操控2~4台设备,大大提高了生产效率,为企业解决了用工难的问题。
数控加工由于其采用数控原理,其所加工的产品尺寸稳定性好,重复定位精度高,适合于批量、大批量产品的加工,但其在操作及程序编制方面有一定的技能要求。在编制工艺时应该扬长避短,结合企业自身的情况,尽量化繁为简,化不利因素为有利因素,以最低的综合成本加工出合格的产品,为企业争取出更多的利润空间。
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2016-8-23 17:05:31
发表于 2016-8-23 17:05:31


{kind=link}