|
[摘 要] 根据模具成型零件制造工艺要求, 着重分析了模具成型零件的制造工艺性及加工方法, 以典型模具成型零件为实例,确定加工工艺路线, 编制零件的制造工艺过程及实施步骤。
一、引 言
模具是现代化生产中最重要的工艺装备, 模具一般由模架、成型零件及其它结构件等组成, 模具的成型零件通常由凸模、凹模、型芯和镶块等组成, 成型零件是模具中最重要的零件, 成型零件加工质量的好坏直接关系到模具制品的质量, 因此模具制造的关键在于模具成型零件的加工。
二、模具成型零件制造工艺分析
1、工艺分析的方法
工件在进行加工之前, 应对其结构、各项技术要求进行分析, 确定工件上每一被加工表面的加工方法和步骤, 在分析中,将此工件加工难度最大的关键难点问题, 一项项地排列出来,然后对所排列的各项问题逐一提出解决的方法和措施, 使其成为编制该工件加工工序和工步的主要依据。
2、工艺分析的内容
零件加工前的技术准备工作流程为: 读图-零件制造工艺性分析-设计加工工序和工部。零件制造工艺性分析主要从以下三方面进行:
( 1)工件的图样结构分析
根据工件图样对工件的结构特点及结构工艺性进行工艺分析和审查, 工件的结构工艺性是否合理, 则看它在加工和装配过程中, 是否便于制造、好用、好修等要求。
( 2)工件精度和技术要求分析
分析审查工件尺寸精度、形状位置精度、表面粗糙度、热处理等各项技术要求是否合理, 如果要求过高, 将会造成工艺过程复杂, 加工困难, 成本提高。
( 3)工件加工的关键难点问题分析
在分析了解工件的结构、精度、技术要求、表面质量等各项要求后, 找出工件加工过程中的关键难点问题, 准确地选择各定位基准和装夹方法, 拟定正确、切实可行的加工工艺路线, 确保达到工件的精度、表面粗糙度和各项技术要求。
( 4)工件加工定位基准选择
合理选择工件加工定位基准, 对保证工件加工质量和确定加工顺序有着决定性的影响。
粗基准主要考虑对后面各工序加工表面余量的分配及加工表面与非加工表面的相对位置, 因此, 选择粗基准时, 应选择面积大和主要加工表面有关系的非加工表面作粗基准; 没有非加工表面时, 应选择加工余量小和加工面积大的表面作粗基准; 且粗基准只能使用一次。
精基准用于中间工序和最终工序中, 主要考虑是如何减小定位误差、提高定位精度。因此, 选择精基准时, 应尽可能选择工件的设计基准作为定位基准, 即基准重合原则; 工件加工部位尽可能采用同一个定位基准, 即基准统一原则; 也可以根据需要人为地制造辅助基准。
( 5)加工工序的设计
工艺路线确定后, 必须进一步设计确定每道工序的具体内容、具体要求、选用机床和工艺装备。对有形状、位置精度要求的工件, 尽可能在同一次安装下完成加工; 对有配合要求的组合工件, 应先加工需配合组合件的外圆、外螺纹、外圆锥等基准工件, 再加工配合孔; 当工件毛坯尺寸较大时, 应先集中进行粗加工, 特别是钻大孔、宽槽, 然后再安排半精加工、精加工; 这样可大幅度地减小因切削毛坯时产生的热效应而造成的工件热变形。
3、工艺路线的制定
通过对模具成型零件的加工工艺性分析, 进而确定零件的加工工艺路线。模具成型零件的加工工艺路线一般为: 备料外形表面的粗加工--外形表面的精加工--成型表面的粗加工--成型表面的半精加工成型表面的精加工成型表面的光整加工。
4、加工方法的选择
对形状比较规则的零件, 可采用普通车床、铣床、磨床、钻床等通用机床进行加工, 能得到较高的精度和较理想的效果;对于形状比较复杂的型腔或成型表面, 则普遍采用数控加工;对于机械加工很难加工的复杂型面、高硬度材料及微细加工则广泛采用电火花成形加工和电火花线切割加工。
不论采用那种加工方法, 成型表面最后都必须经过钳工修整和抛光, 以降低型腔的表面粗糙度, 进一步提高成型零件的加工精度和配合精度。
型腔粗修整一般采用錾削、锉削以及风动枪或电动枪带动小砂轮或小铣削轮对型腔表面进行修整打磨, 在修整过程中, 要随时注意检查型腔的形状和尺寸要求, 对于曲线面或不规则的型面, 可采用样板检测。
型腔表面精研、抛光, 一般采用油石、砂布、砂纸、抛光粉、研磨粉等, 根据抛光表面的具体情况采用不同的抛光材料和加工方法; 一般原则是先粗后细, 先快后慢, 先打磨后抛光; 最后精抛光时, 一定要注意沿着制件脱模方向进行, 这样才会有利于制件脱模。
三、典型成型零件制造工艺实例分析 1、工艺性分析
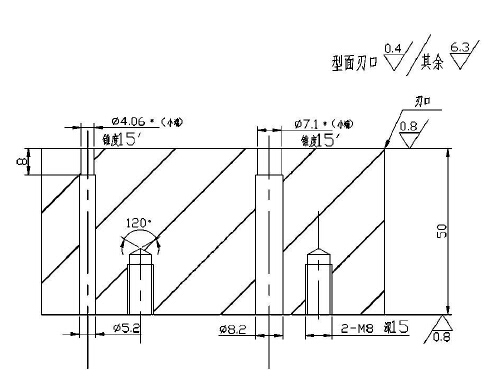
冲裁凸凹模零件是完成制件外形和两个圆柱孔的工作零件, 从零件图上可以看出, 该成形表面的加工, 采用 实配法 ,外成形表面是非基准外形, 它与落料凹模的实际尺寸配制, 保证双面间隙为0. 06mm; 凸凹模的两个冲裁内孔也是非基准孔, 与冲孔凸模的实际尺寸配间隙。
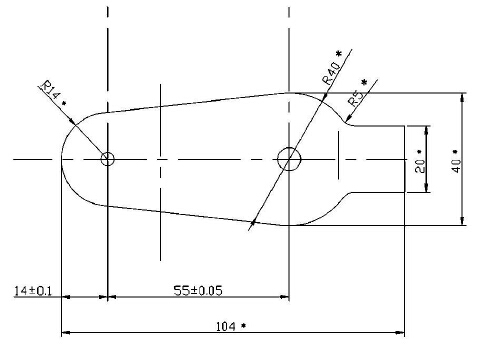
该零件的外形表面尺寸是104 mm 40 mm 50 mm。成形表面是外形轮廊和两个圆孔。结构表面是用于紧固的两个M 8mm 的螺纹孔。凸凹模的外成形表面是分别由R14﹡、 40
﹡、R5﹡的五个圆弧面和五个平面组成, 形状比较复杂。该零件是直通式的。外成形表面的精加工可以采用电火花线切割、成形磨削和连续轨迹坐标磨削的方法。凸凹模零件的两个内成形表面为圆锥形, 带有15 的斜度, 在热处理前可以用非标准锥度铰刀铰削, 因此, 应该进行二级工具锥度铰刀的设计和制造。在热处理后进行研磨, 保证冲裁间隙。如果具有切割斜度的线切割机床, 两内孔可以在线切割机床上加工。该零件的底面还有两个M 8mm 的螺纹孔, 可供成形磨削夹紧固定用。
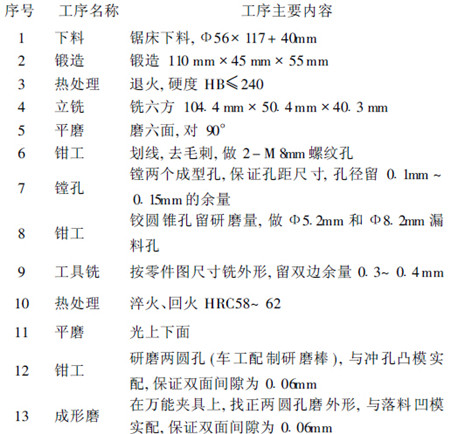
2、工艺方案设计 根据一般工厂的加工设备条件, 可以采用两个方案:方案一: 备料 --锻造退火--铣六方--磨六面--钳工划线作孔--镗内孔及粗铣外形--热处理--研磨内孔--成形磨削外形。方案二: 备料--锻造--退火-- 铣六方--磨六面--钳工作螺孔及穿丝孔--热处理--电火花线切割内外形-- 研磨内孔及成形面。
3、工艺过程的制定
采用第一工艺方案, 具体的工艺过程见下表:
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14062-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-12-13 17:17:02
发表于 2017-12-13 17:17:02


{kind=link}