摘要:本文结合模具型腔某些特殊表面的数控铣削加工, 探讨了轮廓编程时的数学处理方法, 并导出了曲面加工时刀具轨迹间距计算的经验公式。
数控铣削加工时, 若组成零件的表面为平面或简单曲面, 如圆柱面、圆锥面、球面等, 利用手工编程, 直接将程序输入数控装置, 编程十分方便, 为满足零件粗精加工或不同刀具半径加工的需要, 手工编程时, 常采用轮廓编程和刀具半径补偿指令。利用轮廓编程时, 对某些表面, 必须进行数学处理(图形偏移), 才能保证零件的加工尺寸精度和形状精度, 减少修模余量。
1、 平面凸台转接圆弧面的数控加工
如图1 所示型芯类零件, 当型芯(凸台)高度H 小于底部圆弧半径R 时, 此时若用圆弧铣刀或球形铣刀进行数控加工, 当采用工件轮廓尺寸L 编程时, 刀具圆弧上的最高切削点B不可能达到型芯轮廓点A , 因而产生加工误差, 保证不了轮廓尺寸的精度要求;为了消除加工误差, 在采用按工件轮廓编程和刀具半径补偿时必须对图形进行偏移处理或改变刀具半径补偿值。
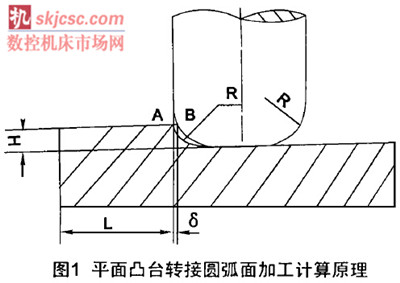
根据图1 可得到加工误差的计算公式:

若采用刀具半径r 作为补偿值时, 此时的编程的轮廓尺寸应为L -δ;若采用轮廓尺寸L编程, 则刀具半径补偿值应改为r -δ。
同理, 深度尺寸小于底部转接圆弧半径的型腔, 当采用圆弧铣刀或球面铣刀数控铣削时, 编程中的轮廓尺寸或刀具半径补偿值也须做类似的数学处理。
2 、相交平面转接圆弧面的数控加工
如图2 所示两相交平面M 与N 之间的转接圆弧面, 其数控铣削加工图形处理更为复杂, 因为相交面的某一截面的高度差Hi 是变化的, 这就给图形处理带来了许多麻烦。当R 较大且相交面的夹角也较大时, 如果不进行图形偏移处理, 加工时实际轮廓线为A B', 模具成型零件产生材料遗留, 导致塑料制品外形损缺给修模工作带来很多困难。为了图形偏移求解方便, 下文以两相交平面中较低的水平面N 为XOY 坐标面, 建立相对坐标系。
设两相交平面在某一截面上的高差为Hi , 铣刀底刃的圆角半径为R , Hi 由零变化至R 的直线长度为L(Hi > R 时不必进行图形偏移), 编程时作偏移运动的轨迹上的动点P在高差为Hi 时, 其投影在N 平面上的坐标为(X 、Y)。由图可知, 为了加工出图纸规定的直线轮廓AB , 铣刀必须按动点P(X 、Y)的轨迹运动。

由图示几何关系:
H /R =(L -X)/L
H =R(L -X)/ L


由式(2)可知, 刀具的实际偏移运动轨迹为一个标准椭圆。
在常用的二轴或三轴联动数控铣床上只能进行直线和圆弧插补, 故通常采取折线逼近椭圆 , 作近似的偏移铣削加工。
由于椭圆可以用四圆弧段近似绘出 , 因此, 当精度要求不是很高时图形偏移椭圆也可以用四圆弧段来近似表达, 按圆弧段偏移编程。
3、 斜凸台脱模斜度数控加工的数学处理
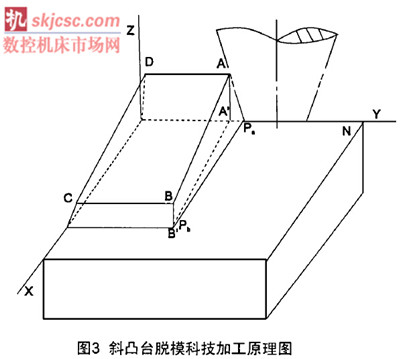
如图3 所示的斜凸台, 为便于脱模, 需加工出一定的脱模斜度, 设计时, 要求保证斜凸台顶面尺寸, 当采用三轴联动成型角度铣刀铣削时, 若按图纸轮廓ABCDA 直接编程加工, 轮
廓加工时, 由于角度铣刀切削点的变化, 实际切削轮廓无法与理论轮廓一致, 保证不了斜凸台顶面的尺寸和形状精度, 因此必须对斜面轮廓进行偏移处理。设A点处的斜凸台高度为Ha , B 点处的高度为Hb , 脱模斜度为α, AB 轮廓在底面N 上的投影为A'B', 刀具端面圆弧与工件接触点P 在N 面上的运动轨迹PaPb 为偏移轨迹,并设A'B'与PaPb 的偏移角为β 。
偏移量计算:
根据脱模斜度α及A 、B 两点的高度值计算出A 、B 两点的法向偏移量:
编程时, 以成型铣刀端部圆周上的P 点为切削点, 以直线轮廓Pa Pb 代替直线轮廓AB(或A'B')进行编程, 利用指令G 41(G42)对刀底半径进行补偿, 数控加工时, 就可保证直线轮廓AB 的尺寸精度。直线AD 、BC 因为等高, 不必进行偏移计算, 直接按轮廓编程, 并按成型铣刀上最高切削点的半径r 进行补偿, 就可保证AD 、BC 的加工尺寸和精度。
直线轮廓DC 的偏移计算同AB 。凸台上若有不等高圆弧轮廓, 也可用上述相似方法计算刀底圆弧切削点轨迹, 再按轨迹轮廓编程, 并对刀底半径进行补偿。
4 、曲面轮廓加工的数学处理
模具型腔的主要表面, 除平面外, 就是曲面, 曲面可以分为简单的解析曲面和复杂的表列曲面, 解析曲面包括圆柱面、圆锥面、球面和二次曲面。完整的圆柱面、圆锥面、球面可以利用数控车削、镗削加工, 非完整的圆柱面、圆锥面、球面可利用三坐标(二轴半联动)的数控铣床进行加工, 三坐标数控铣床加工时的刀具通常采用球头铣刀。
4 .1 圆柱面、圆锥面加工间距S 的计算
对曲率不变的迥转曲面如圆柱面、圆锥面, 为简化编程, 通常采用与曲迥转中心线垂直的一组平面P 与曲面相截, 曲面与平面P 中的截交线为一组圆弧曲线, 在平面P 中按圆弧轮廓编程即可进行迥转曲面数控铣削加工。

如图4 所示, 由于采用球面刀具加工曲面, 平面组P 之间的间距S 的大小直接关系到加工后曲面上残留面积高度H 的大小。如果H 过大, 表面粗糙, 钳工修磨型腔曲面的工作量大;减小S , 在一定范围虽能提高加工精度, 但数控程序变长,数控加工机时增加, 生产效率降低, 加工成本增加;因此, 间距S 的选择应力求合理。
由图所示的几何关系:

由(3)式可知, 当残留高度H 一定时, 增大球面铣刀半径R , 可以增大间距S , 提高数控加工效率, 而当刀具半径一定时, 减小S , 则H 变小, 即减小间距S , 有利于降低表面粗糙度参数值。
合理S 值的确定:金属切削时, 影响表面粗糙度的因素很多, 除S 以外, 还有刀具材料、刀具几何角度、工件材料及切削用量等。由于加工经济表面粗糙度的限制, S 过小时, 不但不能降低表面粗糙度的参数值, 反而使数控加工程序过长, 加工效率降低, 加工成本增加, 因此必须确定S 的合理值。根据经济加工精度的概念, 考虑型腔的材料一般是黑色金属, 精加工时, 经济加工表面粗糙度按Ra 1.6 计算, 即H =0.016 , 代入式(3):
4 .2 球面加工时间距S 的计算
如图5 所示的部分球面, 在数控铣削时, 其走刀路线(切削轨迹)可与XOY 平面垂直或平行。加工精度相同时, 采用与平面平行的轨迹(整圆轨迹), 其数控程序段为最短, 因此常采用整圆轨迹走刀路线进行数控编程。为保证加工质量, 需确定两相邻整圆轨迹之间的间距S 。

根据图示的几何关系可得到:

由式(5)可知:当球形刀具半径r 越大时, 刀具轨迹间距S 越大, 数控程序越短, 加工效率越高,但球形刀具半径r 不得大于球面半径R 。
因此球面数控铣削时, 必须根据零件加工精度要求, 尽可能选用较大的球头刀具半径值r , 合理确定走刀轨迹间距S , 才能保证粗加工时的效率和精加工时的质量要求。
5、结束语
模具成型零件, 因为形状结构多种多样, 本文仅结合几种典型结构讨论了数控编程时的图形偏移(数学处理), 对一些特殊的成型零件, 在采用轮廓编程时, 无论是手工编程还是自动编程, 都必须进行必要的数学处理。
版权声明
1、本平台所有作品文字图片视频为用户上传并发布,本平台仅提供信息存储空间服务;
2、本平台所有作品由该作品作者发表,该作品作者与本平台享有作品相关版权;
3、其他单位或个人使用、转载或引用时必须同时征得该作品作者和本平台的同意;
4、作品作者须承担一切因作品发表而直接或间接导致的法律责任;
5、作品部分内容转载自其它媒体,但并不代表本平台赞同其观点和对其真实性负责;
6、如作品侵犯到任何版权问题,请立即告知本平台,本平台将及时删除并致以最深的歉意;
7、本平台管理员和版主有权不事先通知作者删除违反平台的作品;
本文地址: https://amtbbs.org/thread-14069-1-1.html
|
 |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )







 发表于 2017-12-14 15:52:23
发表于 2017-12-14 15:52:23


{kind=link}