|
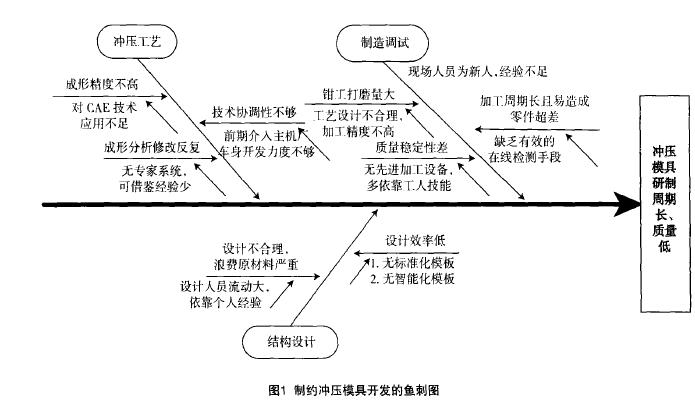
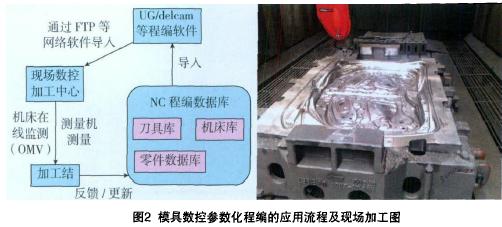
应当大力开展模具数字化设计与制造技术的研究,使数字化技术普遍应用于模具工业,并用来改造传统的模具工业,这是我国模具工业发展的大势所趋。 近年来,伴随着我国航空制造业和汽车工业的迅猛发展, 冲压模具每年都在以20% 的增速发展冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品.〕冲压件的质量、生产效率以及生产成本等与模具设计和制造有直接关系如在一个车是车身,车身开发的关键在于车身冲压模具的设计和制造,约占汽车开发时间的2/ 3 , 是制约新车型快速土市的关键因素_在我国,进口模具占据了国内中高端模具市场的50 % 左右二以大型、精密、复杂为代表的高技术含量模具方面与国际先进水平相比,我们尚有5一10 年左右的差距在冲压模具制造行业内,差距主要表现在精度、寿命、制造周期及使用稳定性和可靠性等方面,模具数字化设计制造技术的落后是造成产品落后的最主要原因之一几如何在有限的研制周期内交付给用户高质量模其,需要冲压模具企业从技术和管理上进行改进模具数字化设计制造及企业信息化管理技术(包括数字化设计、加工、分析以及制造过程中的信息管理,即模具际上公认的提高模具行业整体水平的有效技术手段.能够极大地提高模具生产效率和产况,质量,井提升企业的综合水平和效益。 近年来,伴随着我国航空制造业和汽车工业的迅猛发展, 冲压模具每年都在以20% 的增速发展冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品.〕冲压件的质量、生产效率以及生产成本等与模具设计和制造有直接关系如在一个车型生命中,周期最短、变化最频繁的模具数字化设计与制造中的关键技术随着数字化技术的快速发展和普及,数字化已经应用到了模具制造的全过程由咚1 1 分析得知,模具数字化技术是制约冲仄模具开发的一个重要因素几模具的数字化技术,就是计算机技术或计算机辅助技术在模具设讨一制造过程中的应用总结国内外冲压模具企业应用计算机辅助技术的成功经验.根据冲压模具制造流程,数字化冲压模具技术主要体现在4 个方面: 1、 冲压成形C A E 技术在产品设计同步工程的应用 同步开发中冲压工艺贯穿于新产品的全过程, 从了解产品的工艺,到产品的冲压工艺性分析,再到模具的开发都需要冲压工艺人员的全程参与。冲压C A E 技术是从冲压成形过程的实际物理规律出发,借助计算机真实地反映模具与板料的相互作用关系及板料实际变形的全过程。随着非线性理论、有限元方法和计算机硬件的迅速发展, 板料冲压成形过程的C A E 分析技术经过长期的发展已经进人工业使用阶段,并形成了一些通用或专用的软件, 如A ut。F or,n/P A M 一ST A M P 等。这些软件提供以下分析和模拟结果: 材料的流动、厚度的变化、破坏、起皱、回弹,以及残余应力和应变。利用C A E技术在产品概念设计阶段就可使模具企业对产品每一个零件的成形性、工艺性提出迅速、准确的预见。在极短的时间内对零件的外形提出评估意见,给出准确翔实的分析报告, 包括数模修改依据、修改方法以及对后续工序的影响,作为结构设计部门对产品进行改进或方案确定的依据。 2、 基于模块化的快速设计系统 对于冲压模具来说,结构设计往往占了设计工作量的很大一部分。随着计算机技术的快速发展, C A D/ C A E / C A M 一体化技术得到了广泛应用。而冲压模具C A D 技术在国内的应用,仍然停留在依靠模具设计人员的经验,在通用C A D 软件系统上进行交互绘图和造型的层次上,从而不能及时发现设计过程中的缺陷,延长了模具的设计周期,在某种程度上也影响了设计质量。基于U G用R O E 等一系列计算机数字化造型软件使模具的参数化模块设计让“模具快速设计” 成为可能。要进行模具的参数化模块设计,标准件库和模板是基础。通过软件,将导柱、导板、冲头等一系列的标准件统计人库, 以便设计时调用; 同时,根据不同的零件把其相应的模具结构参数化制作成模板, 同样人结构库。在拿到模具设计任务后,预先消化任务要求(生产厂家要求、冲压要求) ;其次结合现场实际生产经验,调用模具结构库,进行初设计; 再次进行模面设计,再进行调用标件库,组装标准件;最后合装成一套完整模具`2!。通过参数化模块设计实现典型结构模板化和重复工作智能化。 ( l )典型结构模板化。基于模板化的思想,将冲压模具各种典型的结构进行分类总结,提取其中可实现参数化控制之处,生成智能化模板在整个设计的建模过程中予以应用。 (2) 重复工作智能化。将设计过程中的重复工作,通过载人智能化模板和二次开发工具来达到缩短设计周期的目的。 3、参数化程编实现模具的高速加工 随着模具制造节奏的加快,数控加工已由单纯的型面加工发展到型面和结构面的全面加工, 由中低速加工发展到高速加工。高速加工技术应用于模具制造业中主要有如下优点: ( 1 )小切深、高进给; ( 2) 改善工件加工表面质量,减少打磨; ( 3) 精度提高,减少试模工作量;( 4 )使用小刀具加工模具细节,减少刀具规格。降低使用费用; ( 5 )以高精度、大进给的方式完成淬火钢的精加工,且达到很高的模具表面质量, 可以减少传统加工因精加工后再淬火引起模具变形,从而替代某些工艺。 高速加工技术应用模具制造主要涉及机床、刀具和数控编程3 个方面,具体工作流程如图2 所示。要实现模具安全、高效的加工,更安全的走刀轨迹和合理的加工策略就显得备按实物尺寸做成刀具库和机床库,再将不同零件的技术要求罗列成库(零件库),3 个库的数字参数值整理整合到程编软件中做成C A M 加工模板,数控程编就会更安全、快速尤为重要。
将使用的刀具和机床设备按实物尺寸做成刀具库和机床库,再将不同零件的技术要求罗列成库(零件库),3 个库的数字参数值整理整合到程编软件中做成C A M 加工模板,数控程编就会更安全、快速。
4 、数字化装配技术在模具调试中的应用
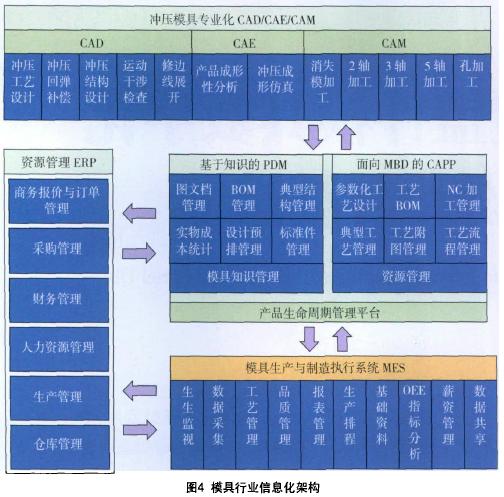
模具的装配方法一般分为4 种:互换装配法、分组装配法、修配装配法和调整装配法。最早,模具在加工中心加工完后,现场的装配多采用分组装配法: 工人直接参考Z D 零件装配图精导柱导板零件进行分类,然后按先装导板后装导柱的先后顺序来进行模座其他零件的装配,装配好后直接进行精加工,精加工后也没有对单件状态的导柱精度/导滑面位置度没有进行有效对比和检查,这样,在单件精加一F 完后, 上下模座合模,发现上下模座导向偏差很大,导致导柱导板拉伤,标准件损坏现在,将模具单件进行精加工后在线测量( O M V )的测量结果(比如上模座的导柱导向数据和下模座的导柱导向数据)在软件里面进行记录和统计,进行对比, 发现超差马上进行更改〕图3 为某项日发动机引擎盖内板拉延模上下模座在加工完后的测量误差分布图。根据这样的测量结果就可以对上下模座合模之前误差较大区域进行整改, 保证导向间隙,并保证模具合模质量。目前,一些欧美国家的模具制造修去定零件上的预留修配量以达到装配精度的方法, 称为修配法)进行模具的装配。他们通过测量数据,直接配磨导板或其他零件保证导向间隙或装配质量的方式进行合模装配。这种方法提高了模具的合模进度,为后续模具的调试赢得了周期以测量数据为依据,应用软件进行分析处理,这种修配装配法的方式应该会成为以后模具发展的趋势 。 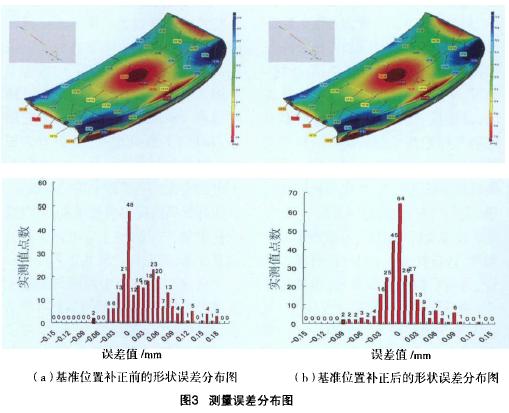 冲压模具企业信息化体系数字化技术在冲仄模具制造行业的应用越来越广泛,它是集管理、设计、分析、制造、检测等模具制造整个生命周期内各个环节一体化的综合应用技术,要有效地管理各个环节,需依靠企业信息化建设企业信息化的应用可以简单概括为2 方面,即技术管理信息化和生产管理信息化技术管理信息化指的是基于P D M /C A P P 的C A D/ CA 曰C A M 技术的应用,实现模具设计、制造仿真的信息化或数字化; 生产管理信息化则以ER /I, M I侣系统为代表,技术管理的信息化是生产管理信息化的基础I”(I 冬14 )_通过该体系架构优化产品开发模式与流程,实现产品数据的统一管理与共享、设计知识和加F l一艺知识的积累和重用; 建立以车间作业调度为核心,实时采集生产过程中的进
度、质量、物料信息的生产过程体系.通过系统的手段,把模具企业l几下游业务过程、技术沟通过程及模具企业内部业务管理过程,以信息化的形式固定下来,从而充分挖掘企业潜力,提高企业资源的利用效率以及企业的快速响应能力,最终把模具企业的管理人员从烦琐的事务中解放出来。 1、 建立以模具结构为中心的产品数据组织模式,保持产品数据一致性
采用P D M /C A P P 系统,将所有的模具设计资料统一管理在结构化数据库中,系统将自动保持模具数据同步,保证了模具数据的唯一性和及时性。设计工程师及下游其他部门可以通过P D M /C A P P 系统随时获取最新的模具资料和历史档案,并可保证数据的一致性。采用P D M /(: A P P 来管理所有模具的各类档案,并在系统中建立各类模具的B O M 结构, 同时将与模具零件相关的各类文件,如主机厂过来的数模、设计任务书、模具三维模型、检具数据、更改单等与产品结构关联起来。设计工程师可以通过输人零件图号、零件名称等手段来查询所需的技术资料, 也可以通过逐层展开产品结构来获取产品资料,在查询过程中设计工程师无需了解文档存放的物理位置,即可在短时间内查找到所需的产品文档、采用P D M /C A P P 系统,将所有的模具设计资料统一管理在结构化数据库中,系统将自动保持模具数据同步,保证了模具数据的唯一性和及时性。设计工程师及下游其他部门可以通过P D M /C A P P 系统随时获取最新的模具资料和历史档案,并可保证数据的一致性。 2、 建立以项目进度采集与控制为核心的项目管理平台,优化车间调度管理 模具企业的车间管理是一大难题,生产管理是典型的按照单一订单实现的项目, 每付模具从接单、设计到生产、调试都体现出其独立性,都需要专门的项目负责人进行进度采集与控制管理。由于每个项目包含几十甚至上百套模具,每套模具需要几个月的时间,需要同时监控十几个设计、制造和交付节点,模具项目的进度采集和管理是一件复杂繁琐的
工作: 采用E R P/ M E S 系统,实现在统一平台上进行汀单管理(业务录入) 、计划排产、物料跟踪、生产调度等功能的方式,通过与计划层的管理系统( E R P )和控制系统( M E S )的集成,将计划、生产与控制紧密联系起来,从而在计划层和控制层之间建立了一座沟通的桥梁和纽带。将模具项目计划中的每个节点,作为数据采集与控制的节点,实现车间管理的优化调度。 3、 建立基于数据库的知识管理体系,共享知识传承 冲压模具行业是一个很依赖“经验”的行业, 国外各大公司都形成有自己的模具设计、工艺流程和生产参数数据库。通过搭建一个集整个模具的设计、工艺和制造能相互对接的C A D 、C A P P 和c A M 系统的集成化平台,形成一个统一的数据管理系统,有效管理企业的冲压工艺与结构设计库、典型工艺库及调试问题记录等信息,积累模具开发经验,实现企业智力资产的积累 。 4、 建立电子化流程, 实现过程的可追溯性 在P D M /C A P P 系统中建立相关文档的电子审批/发放流程模型, 所有被审批的电子文档自动在流程中根据审批表决规则进行流动,流程自动将审批任务分发给相关人员参与不同审批环节的审批人员可在电子化的流程中进行表决,如同意、反对或弃权等,并可输人表决意见。系统将记录整个审批过程的信息,审批通过的文档将自动变为正式发放的文档,从而实现过程的可追溯性。 结束语 综上所述,我国的冲压模具企业已经开始将先进的数字化技术应用于模具制造中,而且近几年发展迅速,部分企业已经开始到欧美市场承接订单。但是,数字化技术的普及在我国还有待深人,我们的冲压模具行业发展水平,尤其是复杂、大型的中高档冲压模具与发达国家相比还有很大差距、应当大力开展模具数字化设计与制造技术的研究,使数字化技术普遍应用于模具工业,并用来改造传统的模具工业,这是我国模具工业发展的大势所趋。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14081-1-1.html
|
 |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2017-12-18 15:32:39
发表于 2017-12-18 15:32:39


{kind=link}