|
摘 要:在水电站机组运行中水轮机转轮常常出现不同程度叶片与上下冠焊缝开裂情况,水轮机转轮产生裂纹的原因是多方面的。对材质、焊接工艺、无损探伤、热处理、残余应力测试等方面进行了研究。结果表明:水轮机转轮叶片出现裂纹是综合作用的结果,其原因涉及设计、材料、制造工艺、工艺管理和生产运行等方面。可通过改善水轮机结构,合理选择材料,制定合理的焊接工艺和热处理工艺,有效控制残余应力,提高转轮制造质量,合理控制运行工况等,有效预防水轮机转轮叶片连接焊缝出现裂纹。
在国内外水电站机组运行中,混流式水轮机转轮叶片与上下冠焊缝常常出现不同程度开裂情况[1],水轮机转轮裂纹的产生对机组安全运行构成很大威胁,也给电厂带来极大的经济损失,因此对转轮裂纹产生的原因进行分析并采取相应预防措施十分必要。
水轮机转轮产生裂纹与材料性能、结构设计、制造工艺和运行条件等都有一定关系,其中内因是水轮机转轮在制作过程中的质量问题,大型混流式转轮都是焊接结构,其焊缝接头形状复杂,焊接材料填充量大,因此焊接质量的好坏直接影响整个转轮的质量,这就需要从转轮的材质性能、焊接工艺、无损探伤以及残余应力检测等方面进行控制和研究,以确保转轮在制作过程中的质量,尽可能降低转轮叶片产生裂纹的风险。
云南某水电站共安装6 台360 MW 混流式水轮发电机组,总装机容量2 160 MW,多年平均发电量99. 57 亿kW·h,年运行时间4 610 h,属I 等大(1)型工程。在水轮机转轮生产制作过程中,对转轮进行了相关的研究与控制,对提高转轮质量和控制起到了很好的作用。
1、 转轮材质性能及焊接工艺控制
1. 1 转轮原材料的选用
国内外的许多相关研究表明,含镍4% ~6%的低碳马氏体铬镍不锈钢具有良好的力学性能,强度、硬度比较高,而且具有比较好的韧塑性,同时也具有比较好的低温韧性和优异的抗疲劳性能,其抗空蚀、磨蚀性能也很好,已成为水电行业广泛使用的叶片材料。本项目混流式转轮的上冠、下环、叶片材料均采用马氏体不锈钢,材质为ZG04Cr13Ni5Mo,具有良好的力学性能和焊接性能。加强对进厂原材料的理化性能的复验和控制,能有效控制因材质问题而出现裂纹的情况。
1. 2 转轮焊接的工艺控制
大型混流式水轮机转轮的焊接都是比较复杂的过程,焊接工艺参数的合理性直接影响整个焊接质量,因此必须通过严的焊接工艺评定来确定焊接工艺参数。本项目转轮的焊接材料选用同材质的HS13 /5L 焊丝(哈尔滨焊接研究所提供),采用95% Ar +5% CO2 混合气体保护焊,焊接电压22 ~34 V,焊接电流160 ~300 A。同时采用如下工艺措施。
(1)采用多层多道焊,各层焊后立即进行焊缝锤击,以减少焊接应力,同时可以减少过热现象的发生,还可利用后续焊道的热输入起到回火作用而使晶粒细化。
(2)严格控制焊前预热温度。采用红外线电加热的方式将工件预热至80 ℃,可以减少焊接热影响区的淬硬组织,减少焊接应力,以及利于氢的逸出。
(3)控制层间温度和消氢处理。为了保证热影响区的韧性,防止热影响区晶粒粗大,形成粗大的马氏体组织。焊接过程中最高层间温度控制在200 ℃,在完成大部分焊接工作量后,进退火炉进行250 ~280 ℃的消氢处理,时间8 h,这样可保证在焊缝金属中尚未逸出的氢迅速逸出,并使焊缝附近的热影响区淬硬层软化 。
上冠正面坡口,焊接量为40 mm 厚。在焊量达到约40 mm 厚时,采用碳弧气刨在上冠背面分段进行清根,清根从出水边往进水边方向进行,清根一段,磁粉探伤合格后,焊接一段。焊接时至少完成清根段的2 层封焊。背面清根后按照工艺叶片与上冠焊缝分段焊接顺序要求,正、背面焊缝交错、对称施焊,直至两面坡口2 /3 深。上冠两面坡口焊量达2 /3 深后,开始叶片与下环背面焊缝的焊接。焊接完成下环背面焊缝,出水边处加不锈钢垫板进行了堆焊,在叶片与下环焊缝背面焊缝的焊接过程中,维持上冠焊缝至预热温度。下环背面焊缝完成后,转入叶片与上冠焊缝剩余焊缝的焊接。按叶片与上冠焊缝分段焊接顺序要求正、背面焊缝交错、对称施焊,直至两面坡口焊满。整条焊缝焊量同步增长,上、下层接头错开,在叶片与上冠焊缝的剩余焊缝的焊接过程中,对下环焊缝进行电加热带加热,不让焊缝冷却至预热温度以下。
实践证明,通过这种焊接方法可以有效防止焊接裂纹的产生,并减少焊接变形,使焊接质量得到保证。
2 、转轮焊缝的无损探伤
鉴于转轮结构的特性,经常采用超声波探伤、渗透探伤和磁粉探伤等多种探伤方法相结合的探伤工艺。
2. 1 焊缝清根探伤
转轮焊缝清根后对清根面进行干粉法磁粉探伤,这是发现被埋藏在焊缝最深层的焊缝缺陷最有效的手段。该探伤是在80 ℃以上的高温状态下进行的,在整个探伤过程中要确保该温度,以防止冷却过程中组织淬硬层和裂纹的产生。
2. 2 焊缝消氢处理后的探伤
转轮焊接完成后,对焊缝进行250 ~ 280 ℃、时间为8 h 的消氢处理,待转轮冷却后,打磨焊缝探伤区域,用K1、K2 两种角度的探头进行100%超声波探伤检查。
2. 3 消应力退火后的探伤
消应力退火完成后,打磨所有焊缝(上冠与叶片焊缝、下环与叶片焊缝)的探伤区域,用K1、K2 两种角度探头进行100%
2. 4 焊缝精磨后的探伤
焊缝精磨之后,对所有焊缝进行100%超声波探伤检查,同时对焊缝及热影响区进行100%的渗透探伤检查,确保无开口性的危害缺陷存在。
在转轮的制作过程中,无损探伤的严格执行可以有效控制转轮的焊缝质量,防止焊接缺陷影响产品的质量。
3 、热处理工艺
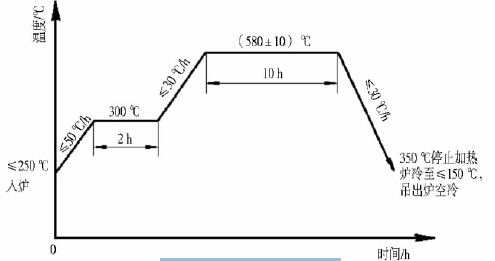
焊后热处理可以降低焊缝和热影响区硬度,改善其塑性和韧性,同时减少焊接残余应力,去除接头中的扩散氢,防止延迟裂纹的产生。热处理工艺有退火、回火、正火、淬火等方法,本项目水轮机转轮焊后热处理采用退火处理,退火温度为(580 ±10)℃,保温10 h 后,以小于30 ℃ / h 的冷却速度冷却到150 ℃以后空冷。热处理工艺曲线见图1。
图1 热处理工艺曲线
4 、残余应力检测
焊接而成的转轮不可避免地会产生焊接残余应力,一般来说,残余应力对焊接结构的静载强度、抗疲劳强度、应力腐蚀过程有较大影响,从而直接影响到转轮的工作寿命及正常使用。因此,应搞清转轮叶片的残余应力分布,采取相应措施减少最大残余应力区。
采用磁应变法(磁测法),对1#、2#转轮进行了残余应力检测,通过对转轮退火前后焊缝残余应力测试,明确了焊缝测点(进出水边)处残余应力的大小及分布状态,分析验证去应力退火的工艺效果
4. 1 磁应变法的测试原理
利用铁磁材料磁致伸缩的逆效应测试应力。材料在应力作用下产生磁各向异性,磁导率作为张量和应力张量相似,通过测定应力场中方向磁导率的变化来确定一点的应力状态。磁应变仪将磁导率变化转变为电流量(或电压)的变化,建立应力和电流(或电压)的函数关系,通过磁应变电信号测量来确定内应力。
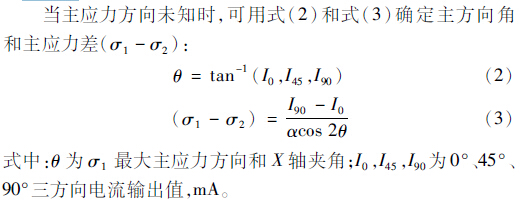
应力和电流(或电压)之间不存在单值的函数关系,但平面应力状态主应力方向输出的电流差和主应力差有单值的线性关系,其表达式为(I1 - I2)= α(σ1 - σ2) (1)式中:σ1 为最大主应力,MPa;σ2 为最小主应力,MPa;I1 为最大主应力方向电流输出值,mA;I2 为最小主应力方向电流输值,mA;α 为灵敏系数,mA/ MPa。
4. 2 检测设备和方法
应力测试设备采用SC21 三维应力分布磁测仪,探头尺寸14 mm ×14 mm,本次检测所测残余应力深度(δ)为1. 25 mm。材料灵敏系数标定:对04Cr13Ni5Mo 材质进行标定,为消除边界对标定结果的影响,试样的宽度大于三倍探头的尺寸,试样长宽比取6 较合适,其标定试板尺寸为600 mm ×100 mm ×10 mm,即长宽比为6∶ 1、板厚为10 mm。标定方法是根据标定试板在拉伸过程中(应力变化过程)探头所显示的一系列随应力变化的电流值确定灵敏系数。该材质灵敏系数为0. 01 mA/ MPa。
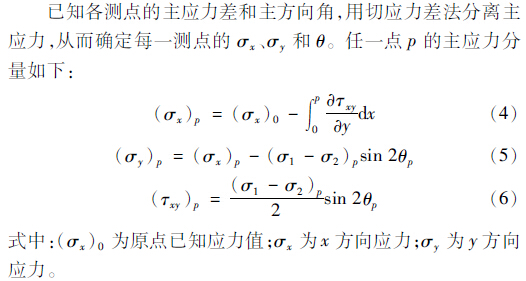
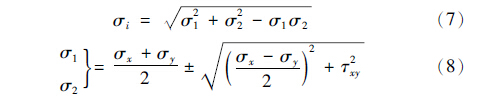
本次检测所测应力是测点处14 mm × 14 mm × 1. 25 mm(1. 25 mm 为应力层深,即磁场穿透深度,14 mm × 14 mm 为探头磁场分布区域或磁应变区)单元体的平均平面应力,测试数据为σx、σy、θ(σx 为测点垂直焊缝方向应力,σy 为测点平行焊缝方向应力,θ 为该点处最大主方向角,即σ1 与σx 的夹角)。测点处的应力强度用测点处的强度应力(折算应力)σi 确定,原因是测点处某一方向应力大小不能反映该点处的应力强度,而强度应力σi 可更准确地反映其应力水平
4. 3 测点选取
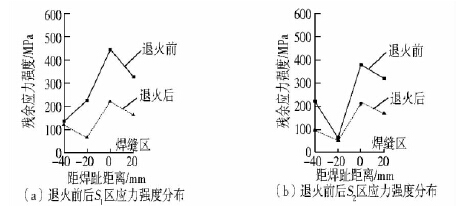
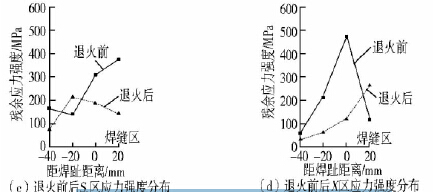
应选取典型部位并分布于焊缝、焊趾和热影响区的测点,本研究选取4 个叶片与上冠、下环的焊缝,4 个叶片分别是2#叶片、6#叶片、10#叶片、12#叶片,每个叶片分别选取4 个测点区域共16 个区域,每个区域均选取4 个测点。4 个区域如下:叶片与上冠进水边正压面为S1,叶片与上冠进水边负压面为S2,叶片与上冠出水边负压面为S3,叶片与下环出水边负压面为X。每个区域4 个测点编号为1# ~4#,其中1#测点在焊缝区,2#测点在焊趾处,3#、4#测点在母材热影区分别距焊趾20、40 mm。退火前、后各进行一次测试。
4. 4 测试结果及分析
这里仅列出某转轮6#叶片退火前后残余应力强度分布,见图2。
图2 6#叶片退火前后残余应力强度分布
测试结果表明:转轮退火前的高应力区主要在焊缝与焊趾附近,峰值处的应力强度(σi)为400 ~ 500 MPa,退火后整体峰值应力降幅为50%左右,部分测点最大主应力达314 MPa,但也有个别现象,退火后的应力却有所升高,如6#叶片与下环出水边负压面焊缝退火前残余应力为120 MPa,而退火后却升高到271 MPa,转轮经热处理后,不同部位的应力释放不同,这与高温退火过程中塑性流变合应力松弛的复杂热力学过程有关,并具有一定随机性,在释放残余应力的同时,其分布状态也发生了变化。综合来看,退火后的残余应力集中在焊趾至焊缝区域,其强度一般为(20% ~ 40% )σs (σs = 725 MPa),满足相关技术要求,退火效果不错,但根据相同材质转轮残余应力的研究,退火后的残余应力还可以降低更多,这就要求生产厂家对热处理工艺进行更多的研究。
转轮的焊接残余应力越低,越能提高转轮的疲劳寿命,因此选用合适的焊接材料、制定合理的焊接工艺和热处理工艺,并严格执行工艺标准,完全可以将焊接残余应力控制在比较低的水平。
5、 结 语
水轮机转轮叶片出现裂纹是综合作用的结果,其原因涉及设计、材料、制造工艺、工艺管理和生产运行等方面。因此,要预防转轮开裂就要从上述几方面着手,通过改善水轮机结构,合理选择材料,制定合理的焊接工艺和热处理工艺、有效控制残余应力,提高转轮制造质量,同时合理控制运行工况等,有效预防水轮机转轮叶片连接焊缝出现裂。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14105-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2017-12-25 08:55:55
发表于 2017-12-25 08:55:55


{kind=link}