|
【摘要】在中小型风力发电机转子轴承的加工过程中,存在无法一次成型,且多次加工会造成累计误差大的问题。故传统的轴承加工方式,已经不能满足该产品高精度的要求。鉴于上述问题,拟开发一种专用加工设备,从最后的产品制造质量来看,轴承的加工精度较高,累计误差小,为今后同类型产品的加工提供了一个可供参考的思路。 风力发电机,是一种非常典型的旋转机械。其能量方式的转换过程为:风能转换为风轮机的动能,再经过发电机将动能转变为电能。由此可以得知,风力发电机的能量转换,均是由叶片和电机的旋转而产生的。对于旋转机械的整个运转流程中,保持一定的同心度和较小的尺寸偏差对于整机的高效、稳定运行具有举足轻重的作用。然而在机组的实际运行中,受到加工误差、磨损等因素的影响,电机轴的运行过程中,难免出现偏心的情况,严重时机组更有可能产生较大的噪音、振动等症状而导致事故停机,而避免该情况发生的最常用方法就是发电机轴配合合适的轴承。综上所述,采用新的工艺设备,完成轴承的一次性加工,能够确保加工精度,提高生产效率。
1、 轴承加工工艺分析
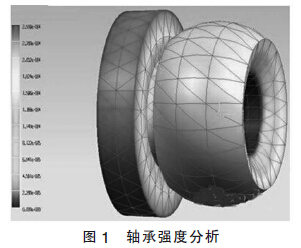
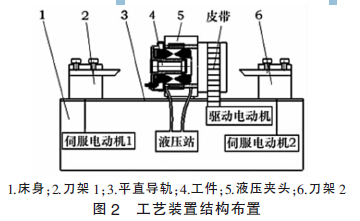
1.1 轴承强度及内径的计算 轴承加工, 主要是针对其具体的结构形式和尺寸以及精度等条件,进行合理的工艺路线安排。因此可以知道,发电机转子铁芯内径的大小直接决定着轴承内径的取值。这也是轴承选型的关键步骤之一。因为如果铁芯内径很大,当风机处于较高的飞逸转速工况时,磁极和磁轭所承受的应力会比较大;而当铁芯内径非常小的时候,转动惯量便无法满足设计要求,此时磁极极间距较小,发电机的冷却性能较差,线圈无法侧向固定也存在较大难度。 综上所述,对于风力发电机而言,轴承主要与电机转轴配合,其内径计算方程如下式所示: 建立轴承3 维模型,边界条件设置按照电机轴电磁转矩计算结果设置,网格采取六面体非结构化网格,计算结果如图1 所示。 1.2 加工工艺分析 由图1 所示,在轴承的加工工艺安排上,主要从以下几个方面来考虑:(1)轴承长度与发电机轴的长度L 相等,轴承的内表面与电机轴配合。(2)由于风力发电机转子的运转速度n 一般比较快,所以表面精度越低,疲劳屈服极限越小,变形量越大,故轴承内表面必须保持一个较高的精度。(3)待产品加工成型后,内表面需进行淬火、渗碳等处理,以提高强度。 2、 误差分析 通常情况下, 风力发电机的轴承和电机轴之间的配合为过盈配合。在加工过程中,该步骤的实现过程为:(1)对轴承进行加热,使其内径增大;(2)待电机轴穿入之后,再对轴承冷却,继而完成整个配合过程。在这个环节中,如若材料选择不合理,或是温度控制不理想。都将会导致配合后的轴承变形量增大,从而影响其工作性能。 3 、新工艺方案的提出 由以上误差分析可知,若采用传统的工艺加工方式,其累计误差较大。因此,本文拟采取一种新的工艺方式进行加工,即开发一套新的工艺加工设备。其操作步骤为:(1)制造部件模具,将转子轴和轴承尺寸修改到恰好能过盈配合的状态,这样做的好处是,减少了轴承内径加工的环节(即将毛坯件先压入再加工);(2)工艺夹具可以采用液压形式的,类型为楔形,油压;(3)加工工具驱动装置可采用伺服电机2套(如图2 所示)。因为伺服电机是靠信号转换进行工作,一旦加工过程出现尺寸、精度等偏差,信号反馈至首端,继而电机自动调整电压,改变介质油的体积和压强,从而达到调整加工精度的目的。 4 、轴承参数测试 按照上述方法,对某小型风力发电机的轴承进行加工。已知机组的部分参数条件为:功率P=2MW,风轮直径D=60m,额定风速度v=12m/s,功率控制形式为变速变浆矩。完成风力发电机轴承的工艺加工流程后。对产品进行质量检测,其结果如下:(1)少了更换夹具加工的流程,且该设备是以转子铁芯内圆为基准,可两端同时进行,故轴承同轴度比较高;(2)采用先配合再加工的形式,能够有效保证尺寸偏差在允许范围内;(3)加工出的风力发电机的转子两个轴承同轴度为0.01mm,轴承和转子的同轴度为0.02mm,完全满足设计要求。 5 、结论 对于风力发电机而言,电机轴和轴承之间的尺寸偏差、变形量以及同轴度标准的高低,是决定机组性能好坏的一个关键性问题,加工出的产品能否和设计图纸保持一致, 主要取决于工艺路线的合理安排。本文在对发电机轴承的工艺编排中,通过开发新的设备,改变了传统加工方式的弊端,有效地提高了产品的加工精度,为今后该类型的轴承加工方式,探索出了一个行之有效的方法。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14110-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2017-12-26 17:16:15
发表于 2017-12-26 17:16:15


{kind=link}