|
摘 要 分析了现行气门挺杆孔加工组合机床夹具的缺陷。结合生产实际, 设计了一新型夹具。该夹具构思新颖、结构简单、紧凑, 且能进行适当调整, 以满足不同缸数柴油机机体挺杆孔加工的需要。
1 、引言
柴油机机体的每个气缸孔侧配有两个气门挺杆孔, 对于诸挺杆孔的加工, 现行普遍采用的装夹方式如图1所示[ 1]: 以S 面及其面上的两个工艺孔定位, 自下向上施加夹紧力,S 面靠紧在框架式夹具的上盖7下方定位块6基面上, 用单工位组合机床同时加工机体上全部挺杆孔。刀杆以插在凸轮轴孔中导向轴4上的导向套5及上盖(固定模板)上的导向套8导向, 机床设置导向轴插、拔液压牵引机构9~ 14。整个夹具结构复杂庞大, 存在以下缺陷:
图1 框架式夹具示意图
1. 底座 2. 夹紧机构 3. 支柱 4. 导向轴 5、8. 导向套 6. 定位块 7. 上盖 9. 固定托架 10. 销 11. 导向轴套 12. 活动托架 13. 可翻转托架导轨 14. 牵引油缸
( 1)工件侧向推入、推出, 装夹不便;
( 2)夹紧力与切削力、重力的方向相反,所需夹紧力大, 定位夹压的稳定性差;
( 3)框架式的夹具结构, 不便于测量、调整及观察;
( 4)产品改型时, 不能适应。
2 、夹具结构及加工过程
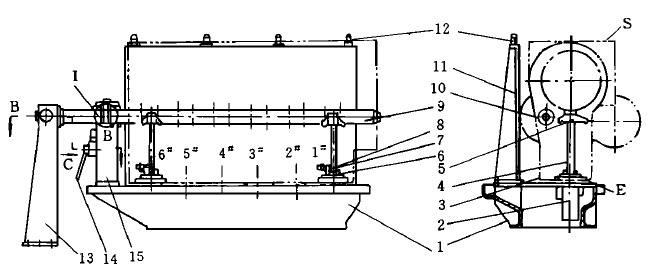
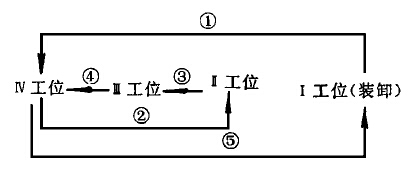
鉴于现行所用夹具存在上述不足, 我们在为某厂设计挺杆孔加工组合机床时, 设计了一种构思新颖、适应范围广的夹具, 其结构如图2所示。该夹具与立式多工位组合机床配套使用, 整个加工过程可简单表示如图3(其中①~ ⑤表示动作的顺序)所示。
3 、工作原理
以上述加工六缸柴油机机体气门挺杆孔的组合机床夹具为例, 其工作原理如下:
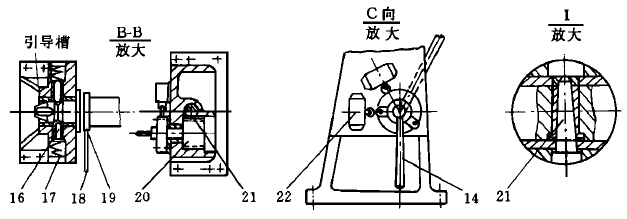
工件以面E 及1# 、6# 两个气缸孔定位, 定位缸孔处的液压油缸2垂直向下拉紧叉形压板5, 实现工件的夹紧。夹具安装在四工位移动工作台台面上, 导向轴9由主托架15和副托架13支撑。主托架位于夹具底座1上, 可随滑台移动, 副托架固定于多工位移动工作台的滑座上。工件在Ⅰ 工位装夹完毕,点动至Ⅳ工位, 导向轴随着工作台的移动, 自动插入工件上的凸轮轴孔中。向下转动手柄14, 在齿轮轴20的带动下, 锥形定位芯棒21上升插入导向轴上的孔中。导向轴定位完成后, 滑台开始返回, 在定位芯棒的作用下, 导向轴克服两球销16的弹簧力作用, 脱离副托架, 随滑台和工件一起移至Ⅱ 工位便开始加工。每个工位加工4个挺杆孔, 工件依次在Ⅱ 、Ⅲ 、Ⅳ三个工位将12个挺杆孔加工完毕。
图2 夹具结构简图
1. 夹具底座 2. 液压(夹紧)油缸 3. 工件 4. 拉杆 5. 压板 6. 连接座 7. 微动开关 8. 撞销 9. 导向轴 10. 导向套 11. 导向销座 12. 定位销 13. 副托架 14. 手柄 15. 主托架 16. 球销 17. 弹簧 18. 手柄 19. 挡圈 20.齿轮轴 21. 定位芯棒 22. 行程开关 1# ~ 6# 为机体气缸孔位置 工件到达Ⅳ 工位时, 导向轴自动插入副托架支承孔内, 当在Ⅳ 工位加工完毕后, 向上转动手柄14, 定位芯棒下降, 离开导向轴孔。这样, 当滑台带动夹具返回Ⅰ 工位时, 导向轴在副托架中的两个弹簧球销16的作用下, 克服与工件凸轮轴孔间及与主托架间的摩擦力而脱离工件, 夹具返回Ⅰ 工位便放松夹紧, 卸下工件。
图3 加工过程示意图
为便于校正定位芯棒与导向轴上孔的同轴度, 利用导向轴上的引导槽与副托架中的导向键(图中未画出)的配合初定导向轴的周向位置, 再用手柄18进行微调整。该手柄安装在挡圈19上, 挡圈的作用是防止导向轴在插入副托架时越程, 以限制导向轴的轴向位置。为使定位芯棒插入、拔出动作可靠, 不受其他动作干涉, 在主托架上设置了两个行程
开关22, 以分别控制定位芯棒的最高和最低位置。
为了保证拉杆和叉形压板到位后液压油缸及时产生夹紧动作, 在连接座6上安装有微动开关7, 用T 型头旋转拉杆上的撞销8以控制其开闭, 从而控制液压油缸顺序动作。
刀杆的另一导向套布置在悬挂于主轴箱的活动模板上(图2中未示出)。模板与夹具底座之间的相对位置依靠模板上的两孔与安装于夹具底座的导向销座11上的定位销12的配合来确定。导向销座上共有4个定位销,两两间距相等, 对应于三个加工工位。该夹具虽为加工六缸柴油机机体挺杆孔而设计的, 却亦能很好地适应四缸机体的加工。因为在设计、制造夹具时, 于4# 缸孔位置预留有夹紧油缸安装孔, 不用时用盖板封住孔口, 如需加工四缸机体的挺杆孔时, 只需将位于6# 缸孔的夹紧油缸移至4# 缸孔位置, 而将6# 缸孔位置的孔口用盖板封住即可。
当需要利用该夹具来加工其他多缸柴油机机体的挺杆孔时, 由于每个气缸孔的两挺杆孔相对于其轴线不是对称分布的, 所以只需变动定位孔的位置即可。相对应的主轴箱在加工偶数气缸孔的柴油机机体挺杆孔时仍可使用, 在加工奇数气缸孔机体时则需更换。但所需费用及工作量比现行的加工方式减少许多。
4 、特点
( 1)结构紧凑、功能完善, 能适应夹紧—— 插导向轴—— 加工—— 拔导向轴—— 返回的半自动工作循环;
( 2)单独设置Ⅰ 工位进行工件的装卸, 因此, 定位、夹紧简便、快捷、省力, 劳动强度降低;
( 3)夹紧力方向与切削力、重力方向一致, 且工件重量较大( 318kg ), 因而所需夹紧力很小, 增加了定位夹紧的可靠性;
( 4)敞开式的夹具结构, 便于测量、调整、观察及维修保养;
( 5)省略了导向轴插、拔液压牵引机构,结构简化, 成本降低;
( 6)以面E 定位, 使挺杆孔的设计基准与工件基准重合, 有利于提高孔的加工精度;
( 7)产品改型时, 仍能适应。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14163-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2018-1-8 09:25:10
发表于 2018-1-8 09:25:10



{kind=link}