|
[摘要]盾构机刀具磨损检测系统是目前主要品牌盾构机上的标准配置,然而该系统的工作原理及结构组成却不尽相同,所以其检测结果的准确性、系统的可靠性等都有所不同。通过分析研究不同刀具磨损检测系统的技术原理和应用效果,总结其各自的优缺点,从而为新产品、新技术的开发和创新提供重要依据。
[关键词]隧道工程; 盾构机; 刀具; 磨损; 检测
在盾构施工过程中,特别是在复杂地层环境下或者长距离施工中刀具磨损比较严重,经常需要更换刀具,更换刀具是盾构施工中一个极为重要和危险的过程,及时、高效地更换刀具是确保盾构施工连续性的关键。特别是在特殊的地层( 如江河湖底、高危建筑物下、繁忙路段等) 施工过程中,如果能及时掌握刀具的磨损量,可以预先判断刀具的更
换时间,实现有计划预换刀,相比于临时仓促加压换刀,可为施工单位节约大量的资金和时间,将产生巨大的经济价值。另外,根据不同地层盾构刀具的磨损程度,可以优化掘进参数,为以后同类地层的掘进建立了丰富的掘进参考数据库。
1、 几种盾构机刀具磨损检测系统的综合研究
1. 1 国内外刀具磨损检测系统研究情况分析
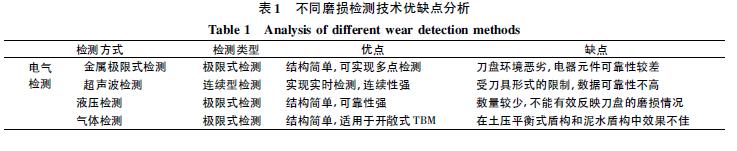
国内外的盾构行业者在刀具磨损检测方面的研究从来没有间断,盾构刀具磨损检测按照检测方式分为电气检测、液压检测、气体检测3 种,按照检测特点分为极限式和连续式2 种。极限式检测即刀具磨损到某一定值时,产生一个报警信号,目前电气检测、液压检测、气体检测3 种方式均可作为极限式检测刀。连续式检测目前只有电气检测的方式可作为连续式检测刀。以上几种磨损检测技术无法兼顾多点检测和准确可靠性两方面。
1. 1. 1 电气磨损检测技术研究
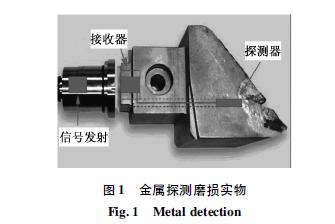
日本盾构厂家如三菱、石川岛、小松等一直使用电气磨损检测技术,而电气磨损检测技术又以超声波检测和金属检测为主。金属检测属于极限式检测方式,可靠性不高,易产生误报; 目前超声波磨损检测是唯一可以提供实时数据的一种检测方式。但因磨损检测刀具受刀具装配形式和检测探头精度的影响,在实际盾构施工过程中提供数据有一定偏差。金属探测磨损如图1 所示。
1. 1. 2 液压磨损检测技术
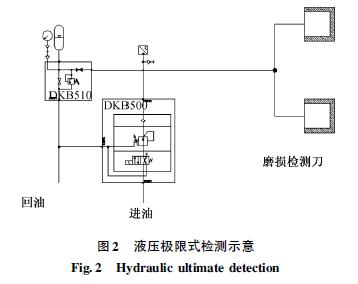
德国海瑞克、美国罗宾斯在盾构刀盘上一直使用液压磨损检测刀,通过1 ~ 2 个点的压力检测,简单判断1 ~ 2 把刀具的磨损量。该液压磨损检测刀为极限式检测刀,即当刀具磨损到一定高度时,造成检测刀内腔压力无法保持、由此判断刀具的磨损量。但受中心回转尺寸和内部管路数量的影响,无法在较多位置安装不同高度的磨损检测刀,造成磨损检测刀不能有效反映整个刀盘的磨损状况,并且不能反映具体是哪一把刀具发生磨损。液压极限式检测如图2 所示。
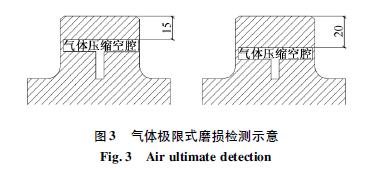
1. 1. 3 气体磨损检测技术( 见图3)
法国NFM 公司在其TBM 机器使用化学气体检测,气体检测主要应用在TBM 机器中,通过在刀具空腔内压缩一定量的异味惰性气体或易于检测反应的化学气体。一旦磨损量达到预先设定的刀具磨损度,则泄露出刺鼻的异味或通过气体检测装置发现刀具中预先压缩的化学气体,能很敏感地报告刀具损坏消息。这种方法在土压平衡式盾构和泥水盾构中效果不佳。
1. 2 不同检测技术优缺点比较( 见表1)
目前,随着中国城市化进程不断推进,盾构发展呈现出大断面、大深度、长距离几大趋势。这几大趋势均对盾构的刀盘和刀具提出了较高要求。及时掌握刀具的磨损规律、磨损量对设置合理的掘进参数,有计划地更换刀具起着决定性作用。因此需要一种既可以满足多点磨损检测又能保证准确可靠性的新型磨损检测技术,更好地为施工用户服务,新型磨损检测装置很好地解决了此问题。 2 、新型刀具磨损检测系统研究
2. 1 设计原则
1) 多个检测刀具的布置( 多点检测) 原则,实现检测的全面性、准确性。
2) 每个支路独立检测的原则,避免存在互相干扰、判断不清晰、液压油浪费问题。
3) 系统可靠性高、耐用性好的设计原则,如避免前面所述灵敏传感元件设置在刀盘等易振动、条件恶劣的环境; 应本着减少管路设置路径的原则,对刀盘上附着的检测管路及装置进行保护,焊接结构要有一定的强度和严密性,以提高系统的可靠性。
4) 实现自动化检测的原则,即前方刀具的磨损,在操作室内能得到及时反馈信号,以警示操作人员。
2. 2 设计原理
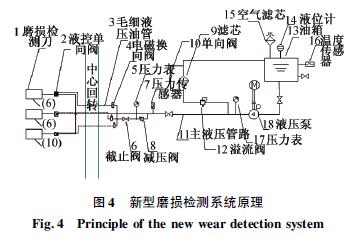
新型磨损检测系统原理如图4 所示。
在刀盘内有多个磨损监测点,每个磨损监测点对应1 把磨损检测刀,在每把磨损检测刀中液压回的开闭从而控制每个支路是否处于检测状态。当系统工作时,如果想要检测某一支路对应的刀具是否发生了磨损,则需操作对应该支路上的电磁换向阀,使其动作,这样经过减压阀减压后的低压油作为外控油路将该支路上的液控单向阀打开,从而实现对该刀具的检测功能,如果发现主油路上的压力传感器在规定时间内没有检测到设定的压力值,则表明刀具受到磨损,其内部管路被磨穿,这样系统会反馈信号至操作室提醒操作手目标检测点的刀具出现磨损,如果系统供油后压力传感器在规定时间内达到主油路上设定的压力值,则表明整个系统没有泄漏点,所检测的刀具没有出现磨损。
2. 3 实现方式
1) 检测刀具的制作与安装制作内部带有检测油路的磨损检测刀,并安装在具有代表性的位置。
2) 主油路和外控油路的连接通过选型找到合理尺寸的液压管路作为主油路和外控油路,主油路和外控油路通过中心回转体连接到刀具和液控单向阀上,其中处于刀盘上的油路由焊接钢结构进行保护。
3) 其他系统组成通过合理选型并结合盾构机内部的空间进行组成部件的组装、调试试验并最终达到具体应用的条件。
2. 4 研究进展
1) 收集国内外关于盾构刀具磨损检测的资料,结合公司施工现场现有盾构机的磨损检测系统,形成系统原理图和实施方案。
2) 完成设备选型并购买相应配件,制作新型磨损检测系统的模型,编写PLC 程序并完成调试。
3) 完成刀具磨损数据库的建立。
4) 获得实用新型专利一项: “一种用于隧道盾路设有1 个液控单向阀,通过外控油路控制单向阀构施工中的刀具磨损检测装置”,专利号zl 20122 0125474. 5。
5) 总结研究成果,编写研究报告。
2. 5 存在的问题和制约条件
1) 管路或阀件的泄漏问题
由于管路与阀件等液压元件都是通过螺纹进行彼此连接,由于装配连接以及振动、管路磨损、阀件内泄等原因造成除刀具磨损以外的泄漏问题,从而导致压力传感器的度数发生变化,影响检测结果的准确性。
2) 中心回转体的结构影响
中心回转体由于其体积的限制导致内部管路数量非常有限,通常仅有一个油路作为主油路,一个直通管道可以作为外控油路即毛细油管的通道( 如三菱盾构机的中心回转体设计) ,所设置的检测刀数量直接取决于本研究中的毛细油管的数量。另外,其他一些品牌的盾构机中心回转体没有直通管道的设计,所以不适用于本研究的推广与应用,除非对其结构进行改造。
3 、结语
对新型盾构机刀具磨损检测技术的研究可以完善原有盾构机刀具检测系统中存在的不足,对盾构施工中存在的刀具磨损情况的预判提供了重要依据,进而实现通过准确的刀具磨损检测结果,进行有针对性的刀具更换或者为刀具更换提前准备相关换刀措施,这样大大降低了刀盘、刀具磨损产生的严重后果( 如盾构机无法掘进需要施工竖井才能换刀等) ,从而可以间接节约施工成本50 万元以上。另外,推动科技创新和新产品或新功能的研发工作不但可以解决企业实际施工生产中存在的技术难题,同时可以壮大科研队伍,提升科技管理水平,使企业的技术与研发实力不断增强,为提高盾构机的国产化水平也同样具有十分重要的意义。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14165-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2018-1-8 09:27:27
发表于 2018-1-8 09:27:27


{kind=link}