|
随着市场竞争的加剧和产品质量的不断提升,对于一个有着多年历史的老国有企业的设备更新是十分必要的。 设备更新渠道一是直接从专业机床厂购买,二是发挥企业自身优势、结合企业实际自行研究设计开发及制造。 我公司近几年采取第二种方案:自行研发的 TW-2 活塞数控镗挖槽机床是很成功的例子,既能够满足公司内燃机零部件活塞生产的需要,又能为企业节省投资。 该数控机床具有成本低,质量好,效率高等优点。
1.数控机床的优势
⑴适应性强
由于数控机床能实现多个坐标的联动,所以数控机床能加工形状复杂的零件,特别是对于可用数学方程式和坐标点表示的零件,加工非常方便。
⑵加工质量稳定
对于同一批零件,由于使用同一机床和刀具及同一加工程序,刀具的运动轨迹完全相同这就保证了零件加工的一致性好,且质量稳定。
⑶效率高
数控机床的主轴转速及进给范围比普通机床大。目前数控机床最高进给速度可达到 100m/min 以上,最小分辨率达 0.01μm。一般来说,数控机床的生产能力约为普通机床的三倍,甚至更高。 数控机床的时间利用率高达 90%, 而普通机床仅为 30%~50%。
⑷精度高
数控机床有较高的加工精度,一般在 0.005mm~0.1mm 之间。 数控机床的加工精度不受零件复杂程度的影响,机床传动链的反向齿轮间隙和丝杠的螺距误差等都可以通过数控装置自动进行补偿。 因此,数控机床的定位精度比较高。
⑸减轻劳动强度
在输入程序并启动后,数控机床就自动地连续加工,直至完毕。 这样就简化了工人的操作,使劳动强度大大降低。还有能实现复杂的运动、 产生良好的经济效益、利于生产管理现代化等特点。
2、数控机床结构
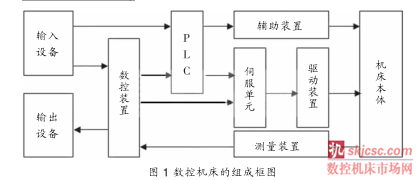
数控机床一般由输入输出设备、CNC 装置 (或称 CNC 单元)、 伺服单元、 驱动装置 (或称执行机构)、 可编程控制器 PLC 及电气控制装置、 辅助装置、机床本体及测量反馈装置组成。 图 1 是数控机床的组成框图。 3、活塞镗挖槽数控机床设计思路及性能指标
3.1 活塞镗挖槽数控机床设计思路
我公司自 1958 年成立就生产活塞产品。 根据活塞产品加工工序长,工艺复杂等特点,近几年企业不断加强技术革新、产品创新、工艺创新。 为提高活塞生产效率,一人多机,工序集中,提升活塞产品质量,我公司经过反复论证,设计了活塞镗挖槽数控机床。
3.2 该机床的功能及特点
该机床针对活塞销孔加工而设计,毛坯销孔在一次装夹条件下,工件不用转位一次性加工销孔直径、卡簧槽、内外倒角。
机床特点在于创新设计和主轴涨刀系统的合理结合,有效保证了设备长期的、稳定的、可靠的运转。—导轨采用直线导轨,动作灵活,可长期保证定位精度。
—主轴形式:高精度轴系。 —主轴驱动形式:双伺服主轴。 —主轴运动形式:伺服电机驱动,滚珠丝杠传动。 —机床采用数控系统,快速处理数据,机床电器部分与机床本体联结,操作面板层次分明,考虑环境配电箱加装空调; 并配有安全启动双按钮;更高的自动化程度和生产效率能够实现一人多机。 —活塞夹紧形式:液压压紧。 —机、电、液各系统之间结构布局合理,精度高,机床的操作安全性高。
3.3 性能参数
(1)基本参数 加工范围:销孔直径最大 准50 主轴转速:300rpm-1200rpm 导轨形式:滚动导轨 刀具主轴:高精度轴系 机床总功率:13kW 液压站功率:2.2kW 润滑泵功率:2.7W 工作压力:1-3 MPa。 电源:380V,50Hz 电气系统:广州数控 机床重量:约 4 吨 机床结构尺寸:2700×2030×1700。 (2)主要性能: 加工工序:金属铝活塞销孔粗镗、挖卡环槽、倒角。 生产效率:在正常生产情况下,以生产 准50 销孔的活塞为例,生产率约为 240只/小时.台,可一人双机。 加工后销孔同轴度<0.01,表面粗糙度<Ra0.8,使精镗余量更小。 4、当前数控机床技术发展趋势
4.1 数控机床使高速加工技术发展迅速
高速加工技术发展迅速,在高档数控机床中得到了广泛应用。 应用新的机床运动学理论和先进的驱动技术,优化机床结构,采用高性能功能部件,移动部件轻量化,减少运动惯性。 在刀具材料和结构的支持下,从单一的刀具切削高速加工,发展到机床加工全面高速化,如数控机床主轴的转速从每分钟几千转发展到几万转、几十万转;快速移动速度从每分钟十几米发展到几十米和超过百米;换刀时间从十几秒下降到 10秒、3秒、1秒以下,换刀速度加快了几倍到十几倍。 应用高速加工技术达到缩短切削时间和辅助时间,从而实现加工制造的高质量和高效率。
4.2 数控机床使精密加工技术有所突破
通过机床结构优化、制造和装配的精化,数控系统和伺服控制的精密化,高精度功能部件的采用和温度、振动误差补偿技术的应用等,从而提高机床加工的几何精度、运动精度,减少形位误差、表面粗糙度。加工精度平均每 8 年提高 1 倍,从1950年至2000年50年内提升100倍。目前,精密数控机床的重复定位精度可以达到 1μm,进入亚微米超精加工时代。
4.3 是技术集成和技术复合趋势明显
技术集成和技术复合是数控机床技术最活跃的发展趋势之一,如工序复合型———车、铣、钻、镗、磨、齿轮加工技术复合,跨加工类别技术复合———金切与激光、冲压与激光、金属烧结与镜面切削复合等, 目前已由机加工复合发展到非机加工复合,进而发展到零件制造和管理信息及应用软件的兼容,目的在于实现复杂形状零件的全部加工及生产过程集约化管理。 技术集成和复合形成了新一类机床———复合加工机床,并呈现出复合机床多样性的创新结构。
4.4 数控机床使数字化控制技术进入了智能化的新阶段
数字化控制技术发展经历了三个阶段: 数字化控制技术对机床单机控制;集合生产管理信息形成生产过程自动控制;生产过程远程控制,实现网络化和无人化工厂的智能化新阶段。 智能化指工作过程智能化,利用计算机、信息、网络等智能化技术有机结合,对数控机床加工过程实行智能监控和人工智能自动编程等。 加工过程智能监控可以实现工件装卡定位自动找正, 刀具直径和长度误差测量,加工过程刀具磨损和破损诊断、 零件装卸物流监控,自动进行补偿、调整、自动更换刀具等,智能监控系统对机床的机械、电气、液压系统出现故障自动诊断、报警、故障显示等,直至停机处理。 随着网络技术的发展, 远程故障诊断专家智能系统开始应用。数控系统具有在线技术后援和在线服务后援。 人工智能自动编程系统能按机床加工要求对零件进行自动加工。 在线服务可以根据用户要求随时接通INTERNET接受远程服务。采用智能技术来实现与管理信息融合下的重构优化的智能决策、过程适应控制、误差补偿智能控制、故障自诊断和智能维护等功能,大大提高成形和加工精度、提高制造效率。信息化技术在制造系统上的应用,发展成柔性制造单元和智能网络工厂,并进一步向制造系统可重组的方向发展。
数控机床的优势越来越显现,随着新技术的不断发展和应用,今后我公司结合企业实际,发挥自身优势,在成功设计生产活塞镗挖槽专机、粗精挖燃烧室数控机床后,还会在其他产品如缸套、活塞销等产品上设计生产出更多适合自身需要的数控机床。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-14166-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )








 发表于 2018-1-8 09:27:45
发表于 2018-1-8 09:27:45


{kind=link}