|
为什么滚齿迄今尚未成功?
机加工工艺的生产力主要取决于切削厚度以及单位时间的切削次数。很显然, 挖掘滚齿加工的巨大潜力主要在提升单位时间内的切削次数。只要选择好适当的刀具、工件旋转速度以及轴线相交角度,就能实现理想的切削速度。对于采用硬质合金刀具的干式切削工艺,150-250 米/ 分的切削速度比较合适。
只要通过简单的近似计算就能弄清这种差异:假设转速为每分钟2000 转,相当于每分钟200 米的切削,若采用25 齿刀具,则每分钟可到达50000 次切削。对于相同的切削速度,只需每分钟1200 转刀具转速的八座两齿滚刀,相比之下每分钟只能达到19200 次切削。考虑到这一可能性,导致迄今为止切削状况极不成功的原因也就浮出水面了。
这显然不是由于缺乏科学兴趣。20 多年来,在这个领域曾进行过大量调查, 并且形成了如下共识:滚齿是一个高效能的工艺,之所以不能获得成功,是由于受到刀具使用寿命短、机械振动过度和关键排屑的影响。 前面提到的切屑厚度参数以及单位时间切削次数的确对生产率有本质上的影响,但更体现了过程的成本效益,对日常实践的成败具有决定性的作用。仅仅加工速度快还不够,还应有令人满意的刀具使用寿命。
为了理解刀具为何会迅速失效,就必须详细分析切屑的形成。尽管可以用简明的术语来描述有关滚齿的运动学特性,但刀刃和工件之间的运动关系十分复杂,需要有合适的仿真工具。
在这个例子中,工件为48 齿而刀具为17 齿。每加工17 齿后,刀具开始加工工件的下一个齿隙。因为齿数互质,工件的所有齿隙都会被加工到。
如果对齿隙依次进行编号,按逆时针方向从9 点钟位置开始,那么,所描述的刀具将按1-18-35-4-21-38-7 的顺序依次对齿隙进行加工。从右边,能看到刀具在齿隙间运动。刀具从右上角切入齿隙。径向运动到齿隙的底部,然后再从齿隙中退出。
在径向切入与切出的过程中,刀具沿工件的齿宽轴向运动。轨迹的弧度很明显(图1)。从中可以发现,在齿隙切削过程中,顶尖前角在不断改变,到达端部时甚至可能出现负值。利用仿真工具通过对前角和后角的精确分析来研究切削的形成时,就能得到初始结果。前角最大为(0。), 在加工过程中可以变成负值,最小达到五十度(-50。)。 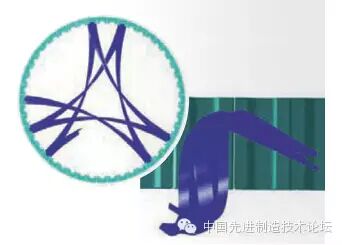
图1:从上方(左)及内径方向(下)观察到的刀具相对于工件的轨迹
即使是最合适的切割材料也会受到其应力极限的制约。负前角往往会导致切削力增加,在工件外形精度、动力学和刚度方面对机床带来相当程度的挑战,从而使这种状况进一步加剧。滚齿刀具尽管有种种优势,但由于刀具方面存在这一系列问题,包括不利的切屑形成以及对滚齿刀的要求极高,依然未被接受。
机床和刀具——成功滚齿的因素
凭借在切屑流、刚度、弱化和几何精度等方面的优化,现代机器的概念取得了巨大的进步。Oerlikon 螺旋伞齿轮切削机C29 就是一个很好的例子(图2)。这是最早开发出的高性能锥齿轮干式切削技术。此外,它具有滚齿技术的理想特性。出色的刚度,以及凭借垂直概念和精密的轴对齐而实现的对高度动态直接驱动和切削流的优化,这些都是滚齿技术取得成功是必要的先决条件。除了机床,刀具本身也是成功的决定性因素。 
图2:Oerlikon 锥齿轮切削机C 29 – 正在进行滚齿加工,机轴被标示为红色
正如上面所表明的,滚齿工艺中切屑的形成相当复杂,而且总是伴随着对常规刀具的种种不利的工况,无论圆柱形刀具还是锥形刀具。可用后角上的限制影响了锥形刀具的成本效益。柱形刀具可以进行一定程度的修磨,从成本效益的角度来衡量是可以接受的,但仍不能提供足够长的刀具寿命。在理想的情况下,刀具设计只需考虑刀刃。切割轮方面的任何损失都可忽略不计。
现在市场上已有这类刀具销售,并在全球各种不同的应用上进行了测试。带 ARCON 和 SPIRON 刀头的 Oerlikon 刀条系统恰使弧齿锥齿轮具备了这些潜力。矩形硬质合金条被磨成切削刃轮廓, 然后涂覆涂层并以极高的精度插入刀头。因此,简而言之,解决方案就是将这一刀条系统应用于滚齿。现在只有硬质合金刀片被磨削成切削几何外形,而非完整的柱形或锥形硬质合金切削轮。这些形状加工好的刀片被固定在合适的刀头内,组成镶齿滚刀。
这种刀具自身的优势就能直接说明一切
其优点包括,前角和后角可以自由选择,还可优化切屑流;锥齿轮刀具的修磨工艺十分可靠,在全球各地被熟练已运用十多年;通过打磨刀片可以直接对其轮廓进行修整。因此,成为第一个能实现滚齿刀片优化的刀具系统。和成熟的 Oerlikon 锥齿轮加工机床一起,滚刀切削制造系统在诞生100 年后终于在市场上展现出成功的面貌。
闭环生产体系
可靠的流程所要求的不仅是可靠的机床和合适的刀具。必须将整个工艺序列中的所有步骤整合成一个连续数据技术复合体,才能确保稳定可靠的结果。克林伯格对这种方法有着深刻的认识。多年以来, 闭环生产体系已经成为锥齿轮全球成熟的标准。为确保用户获得与其所提供的锥齿切削同样可靠的滚齿工艺优势,克林伯格开发了柱齿轮滚齿加工闭环生产体系。图3 展示了这一闭环生产体系。
一切始于传动装置的设计。在此对组件的宏观几何形状进行了定义,并依照各项优化准则对齿廓进行修整。与应用于锥齿轮的方法相比,这儿只考察一个内齿轮。通常利用渐开线圆柱齿轮观察优化与未优化齿面之间的拓扑偏差而非修正。一旦完成齿轮几何参数计算,就能生成齿形的理论标定数据,也就可以开始刀具和运动学特性计算了。
这一迭代过程显示了运动学特性与刀具之间的相互影响。用户可以看到有关切屑形成的重要参数,可作为模拟滚齿制造工艺的基础,同时还有机会对齿顶前角、以及头部和齿面的半角和后角进行优化。用户还能顺带获得加工设备和切削刃的适当的运动学特性。该软件包不仅支持镶齿滚刀,还支持有(无)前刀面补偿的常规圆柱或圆锥切削轮。这些步骤之后,齿轮设计就完成了,生成了有关部件、刀具和机床的全部数据。工艺链的下一个环节是刀具的生产。
对于镶齿滚刀,该刀具闭环系统发挥作用了,这在锥齿轮刀具上多年前就为人所知了。对刀具的描述不仅包含齿数和刀刃形式,而且还包含刀具的所有几何参数。涵盖前角和后角的各种信息, 以及有关刀条在切削轮中位置的所有数据。一旦刀条磨成,就可形成几何尺寸。即使刀条轮廓与名义外形出现最小的偏差也应记录在案并采用校正算法加以处理。其结果将作为对磨床设定值的修整, 从而是测量偏差最小化。 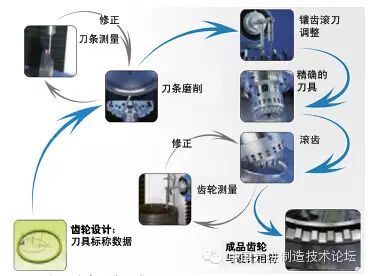
图3:闭环滚齿制造系统
现在已经具备了与指定外形完全匹配的刀条。利用 Oerlikon CS 200 刀盘调整装置对这些进行定位,达到千分尺精度, 并用螺纹固定就位。接下来,是保证刀具使用过程的其余步骤与所要求的规范一致。采用C 系列 Oerlikon 切削机进行齿轮滚齿加工的真正独特之处,是以极短的加工时间获得极高的生产品质。一旦部件完成铣削,应记录下其外形尺寸,以便确定与理论外形的偏离。
克林伯格用新的方法对这些零件进行测量。它采用的是等高线网格测量,而非常规的外形测量以及导程与渐开线齿形偏差的跟踪。如果在各个网格点上的偏差为零,则加工出的部件符合齿形设计的规格。再将偏差输入校正算法计算出切削机运动的修整值。与机床一样,这些都是通过网络传输到机器控制单元,然后再对下一个部件进行磨削加工时就会自动采用使偏差最小化的方式。
现在,全球所有闭环制造系统的用户都会认同,闭环制造的主要优势在于工艺的可靠性。除了符合工艺要求的机器和刀具,它还需要能保持工艺稳定的控制回路。只有在加工中精确执行设计要求,才能实现对滚齿加工的优化。
为何采用滚齿?
内齿轮此前只能通过成型方法制造, 而现在则可采用高精度滚齿工艺进行高效加工。尽管滚齿过程的运动学特性看似简单,其切屑形成实际上极其复杂。无论采用传统圆锥形还是圆柱形切削轮,在干涉过程中不断变化的前角和后角都会导致不利的切屑形成条件。这正是过去100 年中滚齿工艺并未取得成功的原因。滚齿成功的决定性因素,是采用开放式前角与后角设计的镶齿刀具系统。这种刀具在世界各地应用于锥齿轮干式切削并取得成功已有十多年的历史。
由于加工所需时间短且质量高,可使制造成本大幅降低;另一项附带优势是单个部件的能耗下降,而且镶齿刀具系统能确保完成整个加工过程的时间极短。系统的流程可靠性是建立在闭环生产系统的基础之上的。在数据方面,刀具准备和滚齿过程均处于内齿轮设计的连续数据网络中。
深层蕴含的质量控制回路确保了严格按设计进行制造。自从Von Pittler 注册专利至今,其基本原则一直没有改变。然而, 机械、刀具和生产工艺上的技术进步总能确保其结果更胜一筹。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://amtbbs.org/thread-2342-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|智造号|手机版|
世界先进制造技术论坛™(简称AMT™, 智造云™)
( 沪ICP备12020441号-3 )


 匿名
发表于 2015-12-4 09:48:15
匿名
发表于 2015-12-4 09:48:15


{kind=link}